
№16 Поділ кола на рівні частини. Спряження.





 На фігурі 74, б коло поділено на 6 рівних частин за допомогою циркуля. В цьому прикладі за дві точки ділення візьмемо точки А і В перетину вертикальної центрової лінії з колом. Чотири інших точки С, D, Е і F дістанемо в місцях перетину кола допоміжними дугами, проведеними з точок А і В, як з центрів. Радіус цих дуг дорівнює радіусу кола. З'єднавши кожні дві сусідні точки ділення, побудуємо вписаний правильний шестикутник.
На фігурі 74, б коло поділено на 6 рівних частин за допомогою циркуля. В цьому прикладі за дві точки ділення візьмемо точки А і В перетину вертикальної центрової лінії з колом. Чотири інших точки С, D, Е і F дістанемо в місцях перетину кола допоміжними дугами, проведеними з точок А і В, як з центрів. Радіус цих дуг дорівнює радіусу кола. З'єднавши кожні дві сусідні точки ділення, побудуємо вписаний правильний шестикутник. установимо так (положення 1), що його малий катет буде паралельний вертикальній центровій лінії, а гіпотенуза суміщена з точкою А перетину горизонтальної центрової лінії з колом; при цьому визначимо і другу точку В ділення — в місці перетину гіпотенузи з колом. Третю точку С визначимо після перекладання косинця в положення 2, при якому його більший катет паралельний вертикальній центровій лінії і суміщений з точкою В ділення.
установимо так (положення 1), що його малий катет буде паралельний вертикальній центровій лінії, а гіпотенуза суміщена з точкою А перетину горизонтальної центрової лінії з колом; при цьому визначимо і другу точку В ділення — в місці перетину гіпотенузи з колом. Третю точку С визначимо після перекладання косинця в положення 2, при якому його більший катет паралельний вертикальній центровій лінії і суміщений з точкою В ділення.
 Ділення кола на 7 рівних частин виконується так: поділивши коло на 3 рівних частини, маємо хорду АВ, що дорівнює стороні правильного вписаного трикутника (фіг. 80). Половина цієї хорди з достатнім наближенням дорівнює стороні правильного вписаного семикутника.
Ділення кола на 7 рівних частин виконується так: поділивши коло на 3 рівних частини, маємо хорду АВ, що дорівнює стороні правильного вписаного трикутника (фіг. 80). Половина цієї хорди з достатнім наближенням дорівнює стороні правильного вписаного семикутника.Прийоми розмічання. Нанесення розмічальних рисок. Розмічальні риски наносять у такій послідовності: спочатку проводять горизонтальні, потім — вертикальні, після цього — похилі й останніми — кола, дуги та заокруглення. Креслення дуг в останню чергу дає змогу проконтролювати точність проведення прямих рисок: якщо вони нанесені точно, дуга замкне їх і сполучення вийде плавним.
Прямі риски наносять рисувалкою, яку слід нахиляти в напрямі її переміщення і вбік від лінійки. Рисувалку весь час притискують до лінійки, яка щільно прилягає до деталі. Риски проводять лише один раз.
Перпендикулярні риски наносять за допомогою кутника.
Паралельні риски наносять за допомогою кутника, пересуваючи його на потрібну відстань.
Відшукування центрів кіл здійснюють за допомогою центрошукачів та центронамітників. Найпростіший центрошукач — це кутник з прикріпленою до нього лінійкою, яка є бісектрисою прямого кута. Встановивши кутник-центрошукач на зовнішню поверхню виробу, проводять рисувалкою пряму. Вона пройде через центр кола. Повернувши кутник на певний кут (близько 90°), проводять другу пряму. На їх перетині й знаходиться відшукуваний центр.
Кернер-центрошукач застосовують для нанесення центрів на циліндричних деталях діаметром до 40 мм. Він має звичайний кернер, вміщений у воронці (дзвоні). Розмічання полягає в тому, що воронку притискують до торця виробу і молотком ударяють по головці кернера. Під дією пружини кернер знаходиться у нижньому положенні.
Розмічання кутів та уклонів здійснюють за допомогою транспортирів, штангенциркулів, кутомірів.
Керном називається заглиблення (лунка), утворене внаслідок дії вістря (конуса) кернера при ударі по ньому молотком. Маса молотка має відповідати масі кернера.
При роботі кернер беруть трьома пальцями лівої руки (великим, вказівним і середнім) і ставлять вістрям точно на середину розмічальної риски. Спочатку нахиляють кернер в бік від себе і притискують до наміченої точки, потім швидко ставлять у вертикальне положення, після чого по ньому наносять легкий удар молотком масою 100... 200 г.
Керни для свердління отворів роблять глибшими, щоб свердло менше зміщувалося в бік від розмічальної точки.
Способи розмічання. З метою підвищення продуктивності праці застосовують вдосконалені прийоми розмічання та спеціальні пристрої.
Розмічання за шаблоном звичайно застосовують при виготовленні великих партій однакових за формою і розмірами деталей.
Розмічання за зразком відрізняється тим, що не потребує виготовлення шаблона. Цей спосіб широко застосовують при ремонтних роботах, коли розміри знімають безпосередньо з деталі,що вийшла з ладу, і переносять на розмічуваний матеріал. При цьому враховують спрацьованість деталей.
Розмічання за місцем частіше застосовують при складанні великих деталей. Одну деталь розмічають за іншою в такому положенні, в якому вони мають бути з'єднані.
Розмічання олівцем виконують за лінійкою на заготовках з алюмінію чи дюралюмінію.
+Точне розмічання виконують за тими самими правилами, що й звичайне, але застосовують точніші вимірювальні та розмічальні інструменти.
Найчастішими дефектами при розмічанні є такі:
- невідповідність розмірів розміченої заготовки даним кресленням внаслідок неуважності
розмітчика або неточності розмічального інструмента;
- неточність встановлення рейсмуса на потрібний розмір, причиною якого є неуважність, або
недосвідченість розмітчика, брудна поверхня плити або заготовки;
- недбале встановлення заготовки на плиті в результаті неточного вимірювання плити.
Охорона праці:
- встановлення заготовок (деталей) на плиту і зняття їх із плити слід виконувати лише у рукавицях;
+- заготовки (деталі) і пристрої надійно встановлювати не на краю плити, а ближче до середини;
- не працюючою рисувалкою на гостро заточений кінець обов'язково надягати запобіжні пробки або спеціальні ковпачки;
- перевіряти надійність кріплення молотка на рукоятці.

Контури зображень предметів на кресленнях являють собою плоскі фігури, утворені прямолінійними та криволінійними відрізками. Прямолінійні відрізки можуть зображувати сторони різних геометричних фігур і бути паралельними, перпендикулярними чи утворювати між собою різні кути. Криволінійні відрізки найчастіше є дугами кіл.
Побудова фігури контура зображення на кресленні зводиться до виконання окремих геометричних побудов. Кожна геометрична побудова визначає взаємне положення кількох елементів контура зображення. Найчастіше на кресленнях виконують побудову геометричних фігур, поділ відрізків прямих, кутів і кола на рівні частини, побудову відрізків прямих при заданому їх взаємному розміщенні. Деякі з цих побудов вам уже відомі з уроків математики (наприклад, побудова геометричних фігур), тому в цьому підручнику вони не розглядаються. Пізніше ви ознайомитесь з деякими більш складними побудовами.
Перш ніж почати виконувати креслення, треба з’ясувати, які геометричні побудови слід застосувати на ньому. Визначення геометричних побудов, необхідних для виконання креслення, називають аналізом графічного складу зображення. В основу цього аналізу покладено розчленування процесу побудови контура зображення на окремі геометричні побудови.
Розглянемо приклад. На рисунку 13 показано зображення контура плоского предмета. Щоб накреслити його, необхідно виконати такі побудови:
- провести дві взаємно перпендикулярні центрові лінії;
- провести два концентричних кола діаметром 32 і 50 мм;
- провести дві вертикальні лінії на відстані 28 мм одна від одної;
- провести лінію, паралельну горизонтальній центровій лінії на відстані 45 мм від неї;
- поділити коло діаметром 32 мм на три рівні частини;
- провести три кола Ø 10 мм з центрами в одержаних точках.

Рис. 13. Зображення контура плоского предмета
Визначення побудов, з яких складається контур зображення, полегшує виконання креслення.
ЗАПИТАННЯ
- 1. Які геометричні побудови ви знаєте?
- 2. Як називається розчленування процесу побудови контура зображення на окремі графічні побудови?
- 3. Для чого потрібний аналіз графічного складу зображень?
ЗАВДАННЯ
- На рисунку 14 показано зображення контурів предметів. Уважно роздивіться їх і визначте, які геометричні побудови потрібно виконати, щоб накреслити кожний із зображених контурів.

Рис. 14. Завдання для вправи
2.2. Проведення паралельних і перпендикулярних прямих. Побудова кутів
Проведення прямих при заданому їх розміщенні. Виконання креслень потребує проведення значної кількості паралельних і перпендикулярних ліній. Тому ці лінії потрібно вміти проводити не тільки точно, а й швидко. Щоб витрачати якомога менше часу на проведення паралельних і перпендикулярних ліній, слід користуватися лінійкою і косинцем (бажано рівнобедреним).
Найчастіше паралельні лінії (горизонтальні, вертикальні і похилі) проводять так, як показано на рисунку 15. Відстань між паралельними лініями встановлюють за шкалою на лінійці.
Взаємне розміщення лінійки і косинця під час проведення паралельних ліній може бути й іншим. Нехай через точку С потрібно провести пряму, паралельну заданій прямій АВ (рис. 16). Для цього суміщують гіпотенузу косинця з заданою прямою АВ, розташувавши вершину прямого кута внизу. Притримуючи однією рукою косинець, другою присувають до одного з катетів лінійку (рис. 16, а). Лінійку в такому положенні міцно притискують до креслення, а другою рукою посувають косинець угору до точки С так, щоб катет не відставав від лінійки. Сумістивши з точкою С гіпотенузу косинця, проводять по ній шукану пряму (рис. 16, б).

Рис. 15. Проведення горизонтальних (а), вертикальних (б) і похилих (в) паралельних ліній за допомогою косинця та лінійки

Рис. 16. Проведення ліній, паралельних заданій прямій
Щоб накреслити ще кілька паралельних ліній, косинець пересувають вище або нижче точки С, не змінюючи положення лінійки, і проводять паралельні лінії (рис. 16, в).
Перпендикулярність ліній визначається наявністю прямого кута між ними. Тому найпростіше виконати побудову двох взаємно перпендикулярних відрізків за допомогою косинця й лінійки (рис. 17). Спочатку проводять горизонтальний відрізок, а потім за допомогою косинця проводять до нього перпендикуляр.

Рис. 17. Побудова взаємно перпендикулярних відрізків за допомогою косинця і лінійки

Рис. 18. Побудова перпендикуляра до прямої у заданій на ній точці
Якщо на одній з прямих задано точку, через яку повинен пройти перпендикуляр, то його побудову виконують так. Нехай на прямій АВ є точка С (рис. 18). З даною прямою суміщують гіпотенузу косинця і до одного з його катетів прикладають лінійку (рис. 18, а). Лінійку в такому положенні притискують до креслення, а косинець перевертають і ставлять на лінійку другим катетом так, щоб його гіпотенуза сумістилася з точкою С. Проводять шукану пряму лінію, яка буде перпендикуляром до АВ (рис. 18, б). Якщо на прямій АВ ще є точки, через які потрібно провести перпендикуляри, то гіпотенузу косинця знову суміщують з ними і проводять ці перпендикуляри (рис. 18. в).
На кресленнях паралельні лінії не завжди розміщені горизонтально, а перпендикулярні — вертикально. Часто зображення на кресленні займає похиле положення. З рисунка 19 видно, що способи проведення паралельних і перпендикулярних ліній від цього не змінюються.
Оскільки під час креслення паралельних і перпендикулярних ліній лінійка повинна залишатись нерухомою, а рухатись має тільки косинець, то користуватись потрібно лінійкою дерев’яною, а косинцем пластмасовим, щоб полегшити пересування одного інструмента відносно іншого.

Рис. 19. Побудова взаємно перпендикулярних відрізків за допомогою косинця і лінійки

Рис. 20. Побудова перпендикуляра в кінці відрізка прямої
Побудувати перпендикуляр в кінці відрізка прямої можна за допомогою циркуля. Для цього з довільної точки О, розміщеної над відрізком АВ (рис. 20), описують коло так, щоб воно пройшло через точку А (кінець відрізка) і перетнуло пряму в точці М. Через точку М і центр кола О проводять пряму до зустрічі з протилежною стороною кола в точці N. Точку N з’єднують прямою з точкою А. Відрізок AN і буде перпендикуляром до АВ.
Побудова кутів. Як побудувати заданий кут за допомогою транспортира, вам відомо з уроків математики. Маючи у своєму розпорядженні косинець з кутами 30°, 60°, 90° та 45°, 45° і 90°, можна без транспортира будувати кути 15°, 30°, 45°, 60°, 75°, 120°, 135°, 150°. Раціональні прийоми побудови цих кутів показано на рисунку 21.

Рис. 21. Прийоми побудови кутів косинцями і лінійкою
ЗАПИТАННЯ
- 1. Які креслярські інструменти можна застосувати для проведення паралельних і перпендикулярних відрізків прямих?
- 2. Які способи проведення паралельних і перпендикулярних відрізків прямих ви знаєте?
- 3. За допомогою якого креслярського інструмента можна побудувати будь-який кут на кресленні?
- 4. Які кути можна побудувати за допомогою косинця і лінійки?
2.3. Поділ відрізків і кутів на рівні частини
Поділ відрізків на рівні частини. Багато предметів мають однакові елементи, рівномірно розташовані уздовж прямої. Тому виникає необхідність на кресленнях ділити відрізки прямих на рівні частини. Найпростіше це робити за допомогою лінійки з нанесеною на ній міліметровою шкалою. Але при такому поділі іноді виникають незручності. Нехай відрізок довжиною 47 мм потрібно поділити на 9 рівних частин або відрізок, що становить 19 мм, — на 2 частини. Як тут бути? Ось чому доцільніше застосовувати графічний метод — коли операція поділу виконується за допомогою циркуля і лінійки.
Поділ відрізка прямої на дві рівні частини. З обох кінців А і В заданого відрізка розхилом циркуля R, трохи більшим, ніж половина його довжини, описують дві дуги (рис. 22). Одержані у місцях перетину дуг точки С і D з’єднують між собою. Пряма, що з’єднала точки С і D, ділить відрізок АВ на дві рівні частини і перпендикулярна до нього.
Поділ відрізка прямої на довільну кількість рівних частин. З будь-якого кінця відрізка, наприклад з точки А, проводять під гострим кутом до нього допоміжну пряму. На ній циркулем або за допомогою лінійки відкладають потрібну кількість однакових відрізків довільної довжини (рис. 23). Останню точку з’єднують з другим кінцем заданого відрізка (з точкою В). З усіх точок поділу за допомогою лінійки і косинця проводять прямі, паралельні відрізку 9В (див. рис. 16). Ці прямі і поділяють відрізок АВ на задану кількість рівних частин.

Рис. 22. Поділ відрізка прямої на дві рівні частини за допомогою циркуля

Рис. 23. Поділ відрізка прямої на довільне число рівних частин

Рис. 24. Поділ кута на дві рівні частини за допомогою циркуля

Рис. 25. Поділ прямого кута на три рівні частини за допомогою циркуля
Поділ кутів на рівні частини. Вивчаючи математику, ви ознайомились з поділом кутів на частини за допомогою транспортира. У кресленні існують прийоми поділу деяких кутів за допомогою циркуля.
Поділ кута на дві рівні частини. З вершини кута описують дугу кола довільного радіуса так, щоб вона перетнула сторони кута (рис. 24). З точок перетину М і N розхилом циркуля, трохи більшим, ніж половина дуги MN, описують дві дуги до їх перетину між собою. Одержану точку А і вершину О кута з’єднують прямою лінією — це і буде бісектриса кута. Розглянутий прийом може бути застосований для поділу гострого, тупого чи прямого кута.
Поділ прямого кута на три рівні частини. З вершини кута описують дугу кола довільного радіуса R так, щоб вона перетнула сторони кута (рис. 25). З точок перетину А і В тим же самим розхилом циркуля проводять допоміжні дуги до їх перетину з раніше проведеною дугою. Одержані точки М і N з’єднують прямими лініями з вершиною кута. Цим способом можна ділити на три рівні частини тільки прямі кути.
ЗАПИТАННЯ
- 1. У чому полягають недоліки поділу відрізків за допомогою лінійки з міліметровою шкалою?
- 2. Як графічно поділити відрізок прямої на дві рівні частини?
- 3. Як графічно поділити відрізок прямої на довільне число частин?
- 4. Чи можна графічно поділити на дві рівні частини прямий кут?
- 5. Чи можна графічно поділити на три рівні частини гострий кут?
2.4. Поділ кола на рівні частини
Поділ кола на три рівні частини. Для поділу потрібні лінійка й косинець з кутами 30°, 60°, 90°. Косинець більшим катетом встановлюють паралельно вертикальному діаметру кола (рис. 26, а). Вздовж гіпотенузи з точки 1 (перша поділка, вона збігається з кінцем діаметра), проводять хорду і дістають другу поділку — точку 2. Перевернувши косинець і провівши другу хорду, дістають третю поділку — точку 3 (рис. 26, б). З’єднавши точки 2 і 3 відрізками прямої, дістають рівносторонній трикутник.
Ту саму задачу можна розв’язати за допомогою циркуля. Поставивши опорну ніжку циркуля у верхньому (чи нижньому) кінці вертикального діаметра (рис. 26. в), описують дугу радіусом, що дорівнює радіусу R кола. У місцях перетину проведеної дуги з колом дістають точки 1 і 2 — першу і другу поділки. Третя поділка міститься на протилежному кінці діаметра.

Рис. 26. Поділ кола на три рівні частини: а, б — за допомогою косинця і лінійки; в — циркулем

Рис. 27. Поділ кола на чотири рівні частини за допомогою косинця і лінійки

Рис. 28. Поділ кола на п’ять рівних частин за допомогою циркуля
Поділ кола на чотири рівні частини. Щоб поділити коло на чотири рівні частини, треба провести два взаємно перпендикулярних діаметри.
Два випадки таких побудов показано на рисунку 27. На рисунку 27, а діаметри проведено по лінійці та катету рівнобедреного косинця, а сторони вписаного квадрата — по його гіпотенузі. На рисунку 27, б і в навпаки, діаметри проведено по гіпотенузі косинця, а сторони квадрата — по лінійці та катету косинця.
Поділ кола на п'ять рівних частин. Найпростіше цю задачу можна розв’язати за допомогою транспортира, послідовно відкладаючи від одного з діаметрів центральні кути у 72° (тому що п’ятій частині кола відповідає такий кут).
За допомогою циркуля поділ виконують у такій послідовності (рис. 28). У кінці горизонтального діаметра ставлять точку А. Розхилом циркуля, що дорівнює радіусу R кола, з точки А проводять дугу до перетину з колом у точках В і В'. Ці точки з’єднують прямою лінією, яка перетинає горизонтальний діаметр у точці С. Це середина відрізка АО.

Рис. 29. Поділ кола на шість рівних частин: а, б, в — за допомогою косинця і лінійки; г, д — циркулем

Рис. 30. Поділ кола на вісім рівних частин за допомогою косинця і лінійки
У верхньому кінці вертикального діаметра ставлять точку 1. Із точки С описують дугу радіусом R1, що дорівнює відстані між точками С і 1. У місці перетину цієї дуги з горизонтальним діаметром дістають точку D. З точки 1 як з центра описують третю дугу розхилом циркуля R2, що дорівнює відстані між точками 1 і D. У місці перетину цієї дуги з колом дістають точку 2. Точка 1 буде першою поділкою на колі, а точка 2 — другою. Відстань між точками 1 і 2 відкладають циркулем по колу і дістають точки 3, 4 і 5.
Поділ кола на шість рівних частин. Поділ виконують за допомогою лінійки і косинця з кутами 30°, 60° і 90°. Для цього з кінцевих точок вертикального діаметра кола проводять відрізки по гіпотенузі косинця, прикладеного до лінійки більшим катетом (рис. 29, а, б). Закінчують побудову проведенням вертикальних відрізків прямих (рис. 29, в).
Ту саму задачу можна розв’язати за допомогою циркуля. Для цього розхил циркуля встановлюють рівним радіусу R кола. З протилежних кінців одного з діаметрів кола (наприклад, точок 1 і 4, рис. 29, г, д) описують дуги. Точки перетину цих дуг з колом — точки 2, 3, 5, 6 разом з точками 1 і 4 ділять коло на шість рівних частин.
Поділ кола на вісім рівних частин. Перші чотири точки поділу 1, 3, 5, 7 знаходяться на перетині центрових ліній з колом (рис. 30). їх проводять за допомогою лінійки та косинця. Ще чотири точки — 2, 4, 6, 8 знаходять за допомогою гіпотенузи рівнобедреного косинця, яка проходить через центр кола.
ЗАПИТАННЯ
- 1. На скільки рівних частин можна поділити коло за допомогою лінійки і косинців?
- 2. Яким косинцем слід скористатися для поділу кола на три частини? на шість частин? на вісім частин?
- 3. На скільки рівних частин можна поділити коло за допомогою циркуля?
- 4. Чому дорівнює розхил циркуля при поділі кола на три рівні частини? на шість рівних частин?
ЗАВДАННЯ
- 1. Побудуйте квадрат із стороною 50 мм. Проведіть у ньому вертикальні паралельні лінії на відстані 5 мм одна від одної.
- 2. Побудуйте рівносторонній трикутник із стороною 60 мм. Проведіть у ньому похилі лінії, паралельні його бічній стороні, на відстані 8 мм одна від одної.
- 3. Побудуйте вписаний у коло діаметром 50 мм рівносторонній трикутник, вершина якого лежить на горизонтальній центровій лінії праворуч від центра кола.
- 4. Побудуйте вписаний у коло діаметром 60 мм правильний шестикутник, дві протилежні вершини якого лежать на вертикальній центровій лінії.

Компетенція №14
Ти вже знаєш, що для виготовлення будь-якого виробу треба знати його будову, форму й розміри, матеріал, з якого він виготовляється, способи з’єднання деталей тощо. Відповіді на ці питання дають графічні конструкторські документи. З деякими їх видами ти знайомий з молодших класів.
Для того щоб кожний, хто займається проектуванням і конструюванням виробів у будь-якій галузі промисловості, освіти, науки в Україні, від учня до інженера-конструктора, міг прочитати та виготовити виріб, існують єдині для всіх правила та вимоги до виконання та оформлення графічних конструкторських документів. Визначаються такі вимоги Державним стандартом України, який називається Єдина система конструкторської документації (скорочено – ДСТУ ЄСКД). На уроках трудового навчання термінологія в системі графічної конструкторської документації буде вживатися в таких поняттях:
Креслення (мал. 38) – це документ, що містить графічне зображення виробу (деталі), виконане за допомогою креслярських інструментів на папері, й відомості, необхідні для його виготовлення та контролю.

Мал. 38. Креслення виробу

Мал. 39. Наочне зображення; а – прямокутної призми; б – трикутної призми; в – шестигранної призми

Мал. 40. Технічний рисунок: а – прямокутної призми; б – трикутної призми; в – шестигранної призми
Наочне зображення (мал. 39) – це зображення, на якому, як і на малюнку, показано видимими три сторони предмета.
Наочне зображення предмета, виконане тими самими лініями, що й креслення, з додержанням пропорцій у розмірах, називають технічним рисунком (мал. 40). На технічному рисунку розміри не проставляються. Ним користуються тоді, коли швидко і зрозуміло потрібно показати на папері форму предмета.
Ескізом називається графічне зображення предмета, виконане від руки, без застосування креслярських інструментів і без точного дотримання масштабу, але обов’язково зі збереженням пропорціональності між окремими частинами предмета (мал. 41).
Ескізи служать основою для виконання за ними креслень. Нескладні вироби можна виготовити безпосередньо за ескізом.
На підприємствах графічні зображення виробів виконують креслярі. їхня робота дуже відповідальна, адже від якості креслень залежить якість виготовлення виробів.

Мал. 41. Ескіз виробу

Мал. 42. Графічні зображення
Більш складну роботу, пов’язану з розробкою конструкції виробу, її відображенням на кресленні та виготовленням, називають проектуванням, а виготовлення виробу згідно з кресленням – технічним конструюванням.
Здійсни аналіз графічних зображень, показаних на малюнку 42. Подумай, на якому з них зображено ескіз, креслення, технічний рисунок, наочне зображення, малюнок. Що між ними спільного та в чому відмінність? Поясни свої міркування.
При виконанні й оформленні креслень та інших конструкторських документів застосовують лінії різної товщини й начерку.
Відомості про лінії подано в таблиці 1 “Основні лінії креслення”.
Таблиця 1. Основні лінії креслення

Лінії, які використовуються для зображення видимих контурів предмета, називають суцільними товстими основними. Залежно від розмірів і складності зображень їх товщина може бути в межах від 0,5 до 1,4 мм.
Необхідно пам’ятати, що від вибору розмірів суцільної товстої основної лінії залежить товщина всіх інших ліній.

Мал. 43. Нанесення ліній та розмірів
Наносити лінії та розміри (мал. 43) необхідно згідно з Таблицею 1.
Суцільна тонка лінія використовується, щоб показати розміри предмета за допомогою виносних і розмірних ліній.
Розмірні лінії обмежуються стрілками.
Штрихпунктирну тонку лінію застосовують на кресленнях для показу осьових і центрових ліній. Центри дуг і кіл визначаються перетином штрихів цієї лінії.
Будуючи розгортки, використовують штрихпунктирну лінію з двома крапками. Такою лінією показують на графічному зображенні місця згинання заготовки при виготовленні виробу, наприклад сувенірної коробочки з картону (мал. 44).
Спробуй і ти виготовити такий виріб у вільний від навчання час. Для цього збільши зображення вдвічі, застосувавши масштабну сітку. Для надання виробу естетичного вигляду розфарбуй його відповідною технікою.
Зображення невидимих контурів предмета виконують штриховою лінією. Вона складається з окремих рисочок-штрихів завдовжки 2…8 мм. Якщо, наприклад, спостерігати спереду деталь, яку зображено ліворуч, ми бачимо передню її стінку, а виріз, що знаходиться за нею, нам не видно. На кресленні його показують штриховою лінією (мал. 45).

Мал. 44. Графічне зображення розгортки

Мал, 45. Застосування штрихової лінії: а – загальний вигляд; б – вигляд спереду; в – креслення вигляду спереду
Про особливості застосування штрихової та штрихпунктирної з двома крапками ліній ти дізнаєшся більш детально надалі на уроках трудового навчання.
Щоб уявити величину зображеного виробу або його частини, на кресленні зазначають розміри. Основні правила нанесення розмірів ти вже знаєш. Загальна їх кількість на кресленні повинна бути мінімальною, але достатньою для виготовлення виробу.
Під час нанесення розмірів на креслення необхідно дотримуватися таких правил:
1. Розміри на кресленнях (мал. 46) наносять розмірними лініями і зазначають розмірними числами.
2. Розмірні лінії проводять на відстані 6… 10 мм від контуру деталі паралельно тому відрізку, розміри якого показують, а виносні – перпендикулярно до розмірних.
3. Розмірні лінії з обох боків обмежують стрілками.
4. Виносні й розмірні лінії проводять суцільною тонкою лінією.
5. Над розмірною лінією ближче до її середини наносять розмірне число.
6. Якщо виріб або його елемент має форму квадрата, то перед розмірним числом проставляють значок  а на графічному зображенні
а на графічному зображенні
Такі елементи позначають діагоналями (мал. 46).
7. Діаметр деталей позначають значком  а радіус – латинською літерою R. Позначення товщини плоских деталей (з листового металу, фанери тощо) виконують латинською літерою S, яку наносять перед розмірним числом (мал. 47).
а радіус – латинською літерою R. Позначення товщини плоских деталей (з листового металу, фанери тощо) виконують латинською літерою S, яку наносять перед розмірним числом (мал. 47).

Мал. 46. Нанесення умовних позначок

Мал. 47. Застосування ліній та умовних позначень на кресленні

Мал. 48. Виконання креслення деталі в масштабі
8. Якщо на кресленні кілька паралельних одна одній розмірних ліній, то ближче до зображення наносять лінії меншого розміру.
Часто доводиться креслити великі або дуже дрібні предмети, наприклад деталі літака або годинникового механізму. Найзручніше користуватися кресленням, на якому деталь зображено в натуральну величину, тобто вона має ті самі розміри, що й та, яку потрібно виготовити. Але це не завжди можливо. Наприклад, великі предмети не можна зобразити на аркуші паперу, не зменшивши їхніх розмірів у кілька разів. Дрібні, навпаки, неможливо накреслити без збільшення розмірів зображення.
Тому зображення деталі на кресленні може бути більшим або меншим від самої деталі. Про таке креслення говорять, що воно виконане у масштабі (мал. 48).
Масштабом називають числове значення, яке показує, у скільки разів зображення більше чи менше від самого предмета. Інакше кажучи, масштаб – це відношення розмірів предмета на кресленні до його дійсних розмірів.
Масштаб на графічних зображеннях позначають літерою М.
Масштаб записують так: М 1:1. Це значить, що всі розміри на кресленні збігаються з розмірами предмета. Запис М 1:10 означає, що розміри на кресленні в 10 разів менші за розміри предмета, а запис М 10:1 – що накреслений предмет у 10 разів менший за його зображення на папері.
Державний стандарт України встановлює такий ряд масштабів зображень на кресленнях.
Масштаби зменшення – 1:2; 1:2,5; 1:4; 1:5; 1:10 та інші.
Зображення в натуральну величину – 1:1.
Масштаби збільшення – 2:1; 2,5:1; 4:1; 5:1;10:1 та інші.
Розміри на кресленнях проставляють дійсні, незалежно від того, у якому масштабі виконувалося зображення.
Від якості виконання графічних зображень залежить якість майбутнього виробу. Тому під час їх виконання необхідно правильно організовувати робоче місце та дотримуватися таких правил безпеки:
1. На робочому місці не повинно бути нічого зайвого.
2. Креслярські інструменти повинні бути справними. Лінійка, косинець не повинні мати сколів, тріщин, нерівностей, а олівець має бути акуратно заточений.
3. Колючий, різальний інструмент слід розміщувати гострими частинами “від себе”.
4. При виконанні робіт сидячи сидіти слід прямо, на всій поверхні стільця, на відстані 10… 15 см від краю стола.
Відстань від очей до виробу, що виготовляється, повинна бути 30…35 см (неправильна робоча поза псує поставу, спричинює швидку втомлюваність у роботі та порушення роботи органів травлення).
5. Щоб не псувався зір, під час роботи світло на робочу поверхню стола має падати зліва або спереду.
6. Робоче місце слід тримати в чистоті й порядку.
ПРАКТИЧНА РОБОТА № 2
Визначення видів графічних зображень за зразками
Обладнання і матеріали: набір виробів, що мають площинну форму; наочне зображення, технічний рисунок, креслення, ескіз виробів, робочий зошит.
Послідовність виконання роботи
1. Ознайомся з графічними зображеннями виробів (мал. 49).

Мал. 49. Графічні зображення виробів
2. Визнач, якому графічному зображенню яка назва відповідає (технічний рисунок, наочне зображення, креслення, ескіз).
3. Встанови за кресленням габаритні розміри кожного графічного зображення.
4. Дані запиши в таблицю.
Графічні Зображення | Лінії Креслення | Габаритні розміри виробу | Масштаб графічного зображення |
Довжина | Ширина | Товщина | |
Технічний Рисунок | |||
Наочне Зображення | |||
Креслення | |||
Ескіз |
ПРАКТИЧНА РОБОТА № З
Виконання креслення деталі Обладнання і матеріали: олівець, лінійка, циркуль, робочий зошит. Послідовність виконання роботи
1. Виконай у зошиті за клітинками креслення обраної деталі (мал. 50).
2. Нанеси розміри плоскої деталі, яка виготовлятиметься з листової чорної сталі завтовшки 1 мм.

Мал. 50. Креслення деталей
– графічне зображення, креслення, наочне зображення, технічний рисунок, виріб, ескіз.
Виріб – річ, виготовлена на виробництві, у шкільних майстернях або в інших умовах.
Зображення – відтворення (відображення) чого-небудь за допомогою креслення, малюнка, ескізу.
Конструктор – висококваліфікований працівник, який розробляє і створює конструкції.
Штрих – коротка риска, лінія.
1. Яку лінію називають товстою основною? У яких випадках її застосовують?
2. Яку лінію називають штриховою? Де її використовують?
3. Де на кресленні використовують штрихпунктирну лінію?
4. У яких випадках на кресленні використовують суцільну тонку лінію? Яка її товщина?
5. Якою лінією на розгортці показують лінію згину?
6. Що таке масштаб? У яких випадках його застосовують?
Тестові завдання
1. Установи відповідність між назвами ліній креслення та їх призначенням.
А Для зображення місць згинання елементів виробу застосовують…
Б Для нанесення розмірних ліній застосовують…
В Для нанесення контурних ліній застосовують…
Г Для нанесення осьових ліній застосовують…
Д Для нанесення ліній невидимого контуру застосовують…
1 штрихову лінію
2 суцільну товсту лінію
3 суцільну тонку лінію
4 штрихпунктирну з двома крапками лінію
5 штрихпунктирну лінію
2. Якою цифрою на малюнку позначено осьову лінію?
3. Як називається зображення, яке складається з ліній, штрихів, крапок і виконане креслярським інструментом?
А малюнком
Б ескізом
В кресленням
Г технічним рисунком
Д правильні всі відповіді
Е правильної відповіді немає
4. Установи відповідність між умовними позначеннями на кресленнях та їх призначенням


1 масштаб зображення
2 діаметр отвору
3 радіус кривизни
4 товщина деталі
5 форма профілю
5. На яких зображеннях розміри нанесено правильно?


6. У якому масштабі виконано креслення, якщо розміри предмета слід збільшити удвічі?
AM 1:10
Б М 1:50
В М 1:100
Г М 50:1
Д М 100:1
7. У якому масштабі виконано креслення, якщо найбільша довжина 200 мм у дійсності на кресленні дорівнює 100 мм?
AM 1:1
Б М 1:2
В М 2:1
Г М 1:5
Д М 5:1
8. Які габаритні розміри має зображена деталь?
А 28x46x4
Б 54x70x15
В 46x70x28
Г 70x46x13
Д 70x46x4
9. Якому з наведених тверджень відповідає визначення ескізу?
А графічний документ, виконаний без застосування креслярських інструментів і без дотримання масштабу зображень
Б графічний документ для тривалого користування
В графічний документ, виконаний від руки, який містить зображення деталі та відомості, потрібні для її виготовлення та контролю
Г графічний документ, виконаний за допомогою креслярського інструменту і з обов’язковим дотриманням масштабу зображення
Д графічний документ, призначений для тимчасового користування


Компетенції № 11, 12 13.
Під засобом вимірювання розуміють технічні пристрої для проведення вимірювальних процедур вимірювання або безпосереднього порівняння вимірюваної величини з одиницями вимірювання для отримання необхідної інформації про вимірювану величину.
Всі засоби вимірювання можна віднести до наступних видів: міри, вимірювальні інструменти, вимірювальні пристосування і прилади.
Міри
Мірами називають вимірюючі елементи з високою точністю виконання для збереження одиниць вимірювання або точних величин.
Залежно від призначення міри бувають:
1. Еталонні міри – виконані з високою точністю для збереження найточніших одиниць вимірювання, які зберігаються в центральних метрологічних центрах, і з якими порівнюються інші заходи для періодичної перевірки.
2. Зразкові високоточні міри – випускаються спеціальними підприємствами за спеціальною ліцензією і призначені для тиражування точних одиниць вимірювання – точних мір на великих підприємствах і в наукових організаціях шляхом порівняння. Це, наприклад, зразковий набір розмірних плиток, зразковий набір гирь і міліграм, зразкові еталони шорсткості.
3. Робочі міри – виконані (виготовлені) з високою точністю робочі контрольно-вимірювальні засоби: шаблони, калібри, пробки, скоби і т.д.
Міри також бувають:
- з постійним значенням;
- із змінним значенням;
- магазини мір (зразкові).
Під мірами з постійним значенням або одновимірними мірами розуміють засоби,які відтворюють значення будь-якої одиниці вимірювання або її дріб значенні; наприклад – гирі, кінцеві міри – плитки довжини, кутові плитки і т.д.
Багатовимірні міри – міри із змінним значенням ,які можуть відтворювати певні кратні значення одиниць вимірювання.
Магазини мір розширюють можливості вимірювань і широко застосовуються на виробництві – кінцеві плитки, зразки шорсткості.
Під калібрам розуміються однозначні міри, тобто безшкальні вимірювальні інструменти для перевірки необхідних розмірів, кутів, форми поверхні і т.д. Калібри можуть виконаються і у вигляді шаблонів.
Ці прості безшкалові елементи у вигляді граничних калібрів – шаблонів, мають завжди два допустимі розміри:
 рис.1
рис.1
![]() - допуск на можливі відхилення розміру
- допуск на можливі відхилення розміру ![]() при виготовленні.
при виготовленні.
Таким чином прохідний розмір калібру перевіряє точність виготовлення верхньої межі ![]() . Не прохідний розмір перевіряє мінімально допустимий розмір
. Не прохідний розмір перевіряє мінімально допустимий розмір ![]() .
.
Для зручності використання таких швидко перевіряючих засобів на виробництві є два види таких замірів-калібрів:
Робочі калібри – граничний інструмент контролю придатності на робочих місцях при виготовленні партії деталей.
Контр – калібри для контрольної служби заводу для періодичної перевірки робочих калібрів, тобто для перевірки робочої скоби – калібру буде контр – калібр – пробка і навпаки.
Особливо потрібні контр – калібри при перевірці робочих калібрів – по перевірці придатності різьблення різьбових кілець і різьбових пробок, що мають складні багатовимірні профільні поверхні.
ІНСТРУМЕНТ ДЛЯ ВИМІРЮВАННЯ
Це прості шкалові пристрої для перевірки і вимірювання величини або параметрів на виробництві і інших місцях. Це такі інструменти, як лінійки, штангенциркулі, глибиноміри, транспортири, термометри, ртутні або рідинні, мікрометри.
ВИМІРЮВАЛЬНІ ПРИСТОСУВАННЯ
Вимірювальні пристосування – це спеціалізовані пристрої для вимірювання або перевірки певних характеристик різної розмірності,які створені для спрощення або підвищення продуктивності процедури вимірювання. Вони забезпечують необхідне чітке положення вимірюваної деталі або пристрою щодо елементів, для вимірювання – щупів, упорів, контактів і т.п.
До цієї групи вимірювальних засобів відносяться і контрольні стенди для складних технічних вимірювань або тривалих спостережень, що працюють в напівавтоматичному режимі.
ВИМІРЮВАЛЬНІ ПРИЛАДИ
Вимірювальні прилади – це складні метрологічні пристрої з широким діапазоном вимірювання будь-якої величини, тому вони називаються універсальними засобами в певних межах вимірювання величини.
1. Компаруючі прилади, вимірюють величину, яка досліджкється, шляхом порівняння її із мірами або зразками мір. Найпоширенішими такими пристроями є медичних ваги, де на одну чашку поміщається об'єкт вимірювання, а на іншу кладеться набір гирь – замірів різної величини.
2. Прилади, що показують. Такі прилади забезпечені пристроями індикації у вигляді шкал, числових лічильників, табло, записуючих пристроїв і т.д., що дають можливість відразу визначити величину вимірюваного параметра в певних розмірних одиницях вимірювання. Прилади заздалегідь точно проградуйовані на необхідні одиниці вимірювання шляхом прямого або непрямого порівняння із заходами і фіксують результат на відлікових індикаторах візуального спостереження або на самописцях.
3. Інтегруючі прилади – під ними розуміють вимірювальні прилади, що видають інтегральне (сумарне) значення величини, що вимірюється, за весь час вимірювання. Процес вимірювання при цьому полягає в безперервному підсумовуванні малих одиниць вимірювання і кінцевий результат визначається по відліковому пристрою. Часто такі прилади називають лічильниками і вони вимірюють витрату і зміну вибраного параметра, енергії речовини, часу, матеріалу або елементів в штуках. Найбільш відомі прилади – хронометри, годинник, секундоміри, електричні і газові лічильники.
4. Регулюючі прилади – прилади, які при вимірюванні автоматично регулюють який-небудь процес по визначених параметрах при досягненні або відхиленні їх від заданих значень в межах ![]() . Такі прилади мають складні пристрої порівняння в вигляді балансних мостів або інші рухомих механізмів, що подають сигнали на виконуючі пристрої для регулювання необхідної величини. Це, наприклад, стабілізатори напруги струму або тиску газу в мережі, регулятори температури, датчики курсу або крену літаків і ракет і т.д. Всі такі прилади включаються в систему автоматики по управлінню необхідними параметрами складних процесів або об'єктів.
. Такі прилади мають складні пристрої порівняння в вигляді балансних мостів або інші рухомих механізмів, що подають сигнали на виконуючі пристрої для регулювання необхідної величини. Це, наприклад, стабілізатори напруги струму або тиску газу в мережі, регулятори температури, датчики курсу або крену літаків і ракет і т.д. Всі такі прилади включаються в систему автоматики по управлінню необхідними параметрами складних процесів або об'єктів.
5. Зразкові вимірювальні прилади – невеликий клас приладів, призначений для контролю і перевірки правильності роботи інших приладів по певних одиницях вимірювання. Такі прилади виготовляються і випускаються малими партіями по високому класу точності, перевіряються і атестуються метрологічними службами і служать для відтворення якої-небудь міри або одиниці вимірювання з високою точністю. Такі зразкові прилади звичайно зберігаються на підприємствах в службах головного контролера або метролога, в центральних вимірювальних лабораторіях і необхідні для постійної перевірки всіх інших робочих приладів, використовуваних на даному підприємстві.
ПОХИБКИ ВИМІРЮВАНЬ
Класифікація
Методичні похибки
Через неправильно обраного методу вимірювань.
Через неправильно обрану схему контролю
Через неправильно обраного інструменту для вимірювання
Похибки роботи вимірювальних засобів
Схемні похибки приладів.
Від неточності виготовлення приладів.
Від наявності зазорів в схемі.
Похибки від зносу засобів вимірювання.
Знос граничних калібрів через тертя.
Розбалансування системи приладів, старіння елементів.
Похибки від впливу зовнішніх умов
Зміни температури.
Від дії магнітних полів.
Похибки від неправильної роботи оператора.
Неточність налаштування складних систем.
Можливий паралакс стрілки.
Великі зусилля вимірювань.
Недостатнє число вимірювань.
Будь-який процес вимірювання незалежно від засобів і умов вимірювання зв'язаний з похибками різної величини, що спотворюють результат вимірювання від дійсного значення величини.
+Якщо дійсне значення вимірюваної величини Х0, то похибка її вимірювання Х, то результат вимірювання будь-якої величини Хвим: Хвим= Х0+Х. Тоді похибка вимірювання як абсолютна величина: Х=Хвим - Х0. Ця похибка є величиною випадкової при разовій процедурі вимірювання. При багатократному повторенні процедури вимірювання така похибка може приймати значення як випадкової, так і систематичної змінної або постійної похибки.
Для можливого зменшення або усунення небажаних похибок необхідно виявити і вивчити причину їх виникнення.
Вимі́рювання — пізнавальний процес визначення числового значення вимірюваної величини; дія, спрямована на знаходження значення фізичної величини дослідним шляхом, порівнюючи її з одиницею вимірювання за допомогою засобів вимірювальної техніки.
Числове значення вимірюваної величини — число, яке виражає відношення між двома величинами однакової природи — вимірюваною та одиницею вимірювання.
Згідно із ДСТУ 2681-94:
Вимірювання — відображення фізичних величин їх значеннями, за допомогою експерименту та обчислень із застосуванням спеціальних технічних засобів[1].
У цьому визначенні закладені такі головні ознаки поняття «вимірювання»:
- вимірювати можна властивості реально існуючих об'єктів пізнання — фізичні величини;
- вимірювання вимагає проведення дослідів, тобто теоретичні міркування чи розрахунки не замінять експеримент;
- результатом вимірювання є фізична величина, котра відбиває значення вимірюваної величини.
Згідно із Законом України «Про метрологію та метрологічну діяльність», що набрав чинності з 01.01. 2016 року, вимірюванням вважається процес експериментального визначення одного або декількох значень величини, які можуть бути обґрунтовано приписані величині[2].
1.1. Формати креслень. Рамка, основний напис, його заповнення (0)
Формати креслень. Рамка, основний напис, його заповнення
Креслення повинні бути однаково зрозумілими як для тих, хто їх виконує, так і для тих, хто буде ними користуватись. Тому існують єдині правила виконання креслень та вимоги до їх оформлення. Вони містяться у документах, які називають Державними стандартами.
Правила виконання та вимоги до оформлення креслень, встановлені Державними стандартами, є обов'язковими для всіх, хто виконує креслення.
Формати креслень. Щоб креслення було зручно зберігати, а також користуватися ними, їх виконують на аркушах паперу певного розміру. Розміри аркуша креслярського паперу називають форматом. Формат аркуша визначається розмірами його сторін.
Таблиця . Формати креслень
| Позначення формату | Розміри сторін формату, мм |
| АО | 841x1189 |
| А1 | 594x841 |
| А2 | 420x594 |
| АЗ | 297x420 |
| А4 | 210x297 |
Для виконання креслень передбачено 5 основних форматів, кожний з яких має своє позначення і розміри сторін (табл. 1). Найбільшим серед них є формат АО з розмірами сторін 841x1189 мм (його площа дорівнює 1 м2). Всі інші формати утворені послідовним поділом його на дві рівні частини паралельно до меншої сторони відповідного формату.
Основний напис, його заповнення
Вони мають бути розташовані в правому нижньому куті. На аркушах формату А4 ці написи роблять вздовж короткої сторони аркуша, а на аркушах інших форматів вони можуть бути орієнтовані як уздовж короткої, так і вздовж довгої сторони аркуша. Текстові написи завжди наносяться паралельно основним.
Стандартами встановлено форму, розміри, зміст, розташування граф основного напису, а також розміри рамок на кресленнях і схемах. Для всіх графічних конструкторських документів установлено напис, що виконується за формою

В основному напису зазначаються:
у графі 1- найменування виробу або його складової частини. Найменування має відповідати прийнятій термінології та бути якомога коротшим;
у графі 2 – позначення технічного документа. Воно складається з індексу підприємства-розробника, класифікаційної характеристики виробу, порядкового реєстраційного номера. Деяким конструкторським документам присвоюють додатково такі шифри: СК — складальне креслення, ВЗ — креслення загального вигляду, ГК — габаритне креслення, МК — монтажне креслення та ін. На навчальних кресленнях може бути запропонований такий варіант заповнення. Позначення документа складається з 13 знаків, наприклад МПТУ.КК.08.04.001, де МИТУ - міське професійно-технічне училище, КК — курс креслення, 08 — номер завдання, 04 — номер варіанта, 001 — порядковий номер креслення в завданні;
у графі 3 — позначення матеріалу деталі, наприклад Сталь 35 ГОСТ 1050—88 (графу заповнюють тільки на кресленнях деталей);
у графі 4 — літера, присвоєна даному документу за ГОСТ 2.103 — 68, наприклад А. Графу заповнюють послідовно, починаючи з крайньої лівої клітини. На навчальних кресленнях у графі 4 пишуть індекс Н;
у графі 5 — маса виробу або його частин, зображеного на кресленні. На кресленнях деталей і складальних одиниць вказують теоретичну або фактичну масу виробу в кілограмах; у графі б — масштаб зображення предмета на кресленні
(наприклад, 1 : 1);
у графі 7 — порядковий номер аркуша (наприклад, 1). На документах, що складаються з одного аркуша, графу не
заповнюють;
у графі 8 — загальна кількість аркушів документа даного виробу (графу заповнюють тільки на першому аркуші);
у графі 9 — найменування або розпізнавальний індекс підприємства, що випустило документ (наприклад, ПТУ № 2). Графу не заповнюють, якщо розпізнавальний індекс є в позначенні документа;
у графі 10 — характер роботи, виконаної особою, яка підписала документ (перевірив провідний конструктор та ін.);
у графі 11 — прізвища осіб, які підписали документ;
у графі 12 — підписи осіб, прізвища яких зазначено в графі 11;
у графі 13 — дата підпису документа;
у графах 14—18 — відомості про зміни.
ПРАКТИЧНА РОБОТА
Виконайте рамку і основний напис на форматі А4 по короткій і довгій стороні

САМОКОНТРОЛЬ
1. Що являє собою формат креслення?
2. Які розміри має аркуш формату А4?
3. Як утворюється поле креслення?
4. На якій відстані від країв аркуша проводять рамку креслення?
5. Які відомості містить основний напис креслення?

Компетенція №10
До оптико-механічних належать важільно-оптичні прилади (оптиметр, ультраоптиметр та ін.), вимірювальні машини, проекційні прилади, вимірювальні мікроскопи (інструментальний та універсальний) тощо.
Залежно від положення осі вимірювання вони можуть бути вертикальними (ОВ) чи горизонтальними (ОГ), від способу відліку показань – екранними (ОВЕ, ОГЕ) чи окулярними (ОВО, ОГО).
Оптико-механічні та оптичні прилади забезпечують вищу точність вимірювання, ніж важільно-механічні прилади. У зв’язку з цим ними користуються у вимірювальних лабораторіях для контролю і вимірювання точних деталей, шаблонів, калібрів, контркалібрів і кінцевих мір.
Точність відліку можливо підвищити без збільшення габаритів і маси приладу, якщо використовувати у деяких випадках оптичне плече.
Оптиметр – найбільш розповсюджений оптико-механічний прилад.
Вимірювальна голівка оптиметру представляє собою Г-подібну трубку, на одному кінці якої знаходиться окуляр, а на другому – вимірювальний стрижень 7 (Рисунок 8.1), який закінчується вправленою в нього загартованою кулькою, що упирається у дзеркало 6 оптиметра. Дзеркало 6 укріплене на шарнірі, пружиною постійно притискається до вимірювального стержня 7 (вимірювальне зусилля складає 2Н).

Д – стіл, 1 – дзеркало; 2 – щілина; 3 – шкала; 4 – призма;
5 – лінза; 6 – дзеркало; 7 - стрижень
Рисунок 8.1 – Вимірювальна голівка оптиметра
Світло від зовнішнього джерела за допомогою бокового дзеркала 1 спрямовується в щілину 2, де освітлює шкалу 3 приладу. Відображення шкали через систему призм 4 і лінз 5 спрямовується на нижнє дзеркало 6, що знаходиться в контакті з вимірювальним стрижнем, і від нього – в окуляр. Переміщення вимірювального стрижня призводить до повороту дзеркала, а отже, до переміщення відображення 4, що видно в окулярі оптиметру.
Шкала прибора нерухома і в окуляр її не видно, переміщується тільки відображення шкали в залежності від положення вимірювального стрижня 7 і нижнього дзеркала 6.
Положення відображеної шкали визначається відносно покажчика в формі трикутника зі стрілкою, що розташований в центрі поля, яке видно в окуляр. При переміщенні вимірювального стержня відображення шкали переміщується відносно показчика вверх або вниз.
Ціна поділки оптиметра
Голівку оптиметру можливо використовувати тільки у з'єднанні з важким стояком. В залежності від лінії вимірювання розрізняють вертикальний та горизонтальний оптиметри.
Вертикальний оптиметр настроюють так само, як і мікрокатор, котрий також використовують з важким стояком.
Горизонтальний оптиметр більш універсальний. Його можна використовувати як для зовнішніх так і для внуртішніх вимірювань (рис. 8.2).

а – вертикальний; б - горізонтальний
Рисунок 8.2 - Оптиметр
Малий інструментальний мікроскоп.
Малий інструментальний мікроскоп ММИ показано на рис. 8.3. Стіл мікроскопу переміщується в двох взаємно перпендикулярних напрямках за допомогою мікрогвинтів 7 та 8, а також має обертальний рух за допомогою голівки 9. Поворот столу використовується для регулювання положення вимірюваного об’єкту. Відлік координат по шкалах мікрометричних гвинтів здійснюється так, як при вимірюваннях звичайними мікрометрами (ціна поділки по шкалах стебел
|
Рисунок 8.3 – Загальний вид мікроскопу |

Об’єкт може бути покладений безпосередньо на скло столу або встановлений в центрах.
На основі 5 укріплена колонка 16, що несе тубус 10. Вона нахиляється за допомогою гвинта 13 в поздовжньому (стосовно до переміщення столу) напрямку в обидва боки на кути ±10°. кут нахилу колонки відраховують по шкалі 14. Нахил колонки на кут, що дорівнює куту підйому різі, зменшує похибку, що викликає вигін різі, внаслідок якого при відсутності нахилу колонки зображення профілю відрізняється від його форми в осьовому перетині різі.
Перед вимірюванням проводиться фокусування приладу на площину, в якій буде проводитись вимірювання.
Для точного фокусування використовують накатне кільце 12.
Для попереднього фокусування мікроскопу кронштейн з тубусом 10 та окулярною голівкою 1 переміщають по колонці 16. Для точного фокусування користуються гвинтом 11.
Тубус 10 має об’єктив та окуляр 2, через який спостерігають контрольований об’єкт спільно з лініями перехрестя, нанесеними на обертовий скляний диск. Кути повороту диску відраховують за допомогою окулярної кутомірної голівки 4, освітлюють за допомогою освітлювача 17.

Рисунок 8.4 – Поле зору в окулярі при вимірюванні a/2лев

Рисунок 8.5 – Поле зору в окулярі при вимірюванні a/2прав
Диск зі штриховою сіткою може повертатись навколо вісі на 360° за допомогою маховика 3. Вісь обертання проходить через точку перетину пунктирних ліній штрихової сітки та співпадає з головною оптичною віссю мікроскопу. При повороті маховичка 3 одночасно зі штриховою сіткою обертається лімб кутомірної шкали відлікового мікроскопу 4. Відлік по кутомірній шкалі проводиться наступним чином: великий штрих, що лежить в межах шкали ноніуса (в межах хвилинної шкали), вказує на ціле число градусів; положення великого штриха на шкалі ноніуса вказує на кількість хвилин (див. рис. 8.4 та 8.5).

Компетенція №9
Огляд універсальних засобів вимірювання: штангенінструменти, мікрометричні інструменти





Компетенції №6-7-8
1. Характеристика та марки палива для двигунів внутрішнього згорання.
2. Основні поняття і визначення: охоплювана поверхня (вал), охоплююча поверхня (отвір), розмір, відхилення розмірів, допуск, поле допусків.
3. Основні поняття і означення: випуклість, угнутість, овальність, огранка, конусноподібність, бочкоподібність, сідлоподібність, відхилення від прямолінійності в площині, відхилення від прямолінійності в просторі, відхилення в круглості, відхилення від паралельності площин і осей, відхилення від перпендикулярності площин і осей.
Конспект:


Паливно-мастильнi матерiали: новi термiни, марки
У засобах масової iнформацiї i навiть у технiчнiй лiтературi, коли йдеться про паливно-мастильнi матерiали, нерiдко вживають термiни — масло, мастило, олива (стосується одного мастильного матерiалу) або паливо, пальне (стосується одного нафтопродукту). ДСТУ 3437—96 “Hафтопродукти.
Термiни та визначення” усуває такi непорозумiння. Термiни, встановленi цим стандартом, чинним вiд 01.07.1997 року, обов’язковi для використання у документацiї, науково-технiчнiй, навчальнiй i довiдковiй лiтературi. Для кожного поняття встановлений один стандартизований термiн. Для окремих термiнiв можуть вживатися скороченi форми у випадках, що виключають можливiсть їх рiзного тлумачення.
Отже, звернемо увагу на новi або змiненi термiни та визначення щодо найпоширенiших у сiльському господарствi нафтопродуктiв iз деякими поясненнями, наведеними нижче.
Сумiш високомолекулярних нафтових вуглеводнiв, що використовують у технiцi як мастильний, електроiзоляцiйний, консервацiйний матерiали та робочу рiдину, яку ранiше називали маслом, вiдтепер називають оливою.
Оливу, яку використовують у системах мащення двигунiв внутрiшнього згоряння (ДВЗ), називають моторною, у механiчних трансмiсiях — трансмiсiйною, у гiдравлiчних передачах — гiдравлiчною.
Мастило — це пластичний мастильний матерiал, структурована загусником олива, яку застосовують для зменшення тертя, консервацiї виробiв i герметизацiї ущiльнення. Вживати термiн “моторне мастило” — неправильно. Присадки, що сповiльнюють окислення мастильного матерiалу, називали антиокислювальними, вiдтепер — протиокисними, а тi, що уповiльнюють корозiю покритих мастильним матерiалом металевих поверхонь, називали протикорозiйними, тепер — антикорозiйними.
Змiнилися назви деяких рiдин i визначення властивостей нафтопродуктiв. Так, рiдини для систем охолодження ДВЗ називали ранiше охолоджуючими, тепер — холодильними; здатнiсть нафтопродукту до транспортування продуктогонами, крiзь фiльтри, сепаратори, отвори називали прокачуванiстю, тепер — прогоннiстю. У згаданому вище стандартi конкретизовано термiни щодо палива. Щодо рiдкого палива для ДВЗ нерiдко зустрiчається термiн “пальне”.
Hафтове паливо — продукт, одержаний внаслiдок переробки нафти (нафтопродукт), який використовують як джерело енергiї. Залежно вiд застосування бувають: бензин, газотурбiнне паливо, авiацiйний газ, дизельне паливо.
Основними рiдкими нафтопродуктами для ДВЗ сiльськогосподарської технiки є автомобiльний бензин (для використання у поршневих двигунах з iскровим запалюванням) i дизельне паливо (для використання у ДВЗ iз запалюванням вiд стискання).
Ще чиннi в Українi ГОСТи стосовно бензину i дизельного палива було доповнено вiтчизняними нормативними документами. Hафтопереробнi заводи України виробляють етилованi та неетилованi автомобiльнi бензини за ГОСТом 2084—77, ТУ У 00149943.501—98, ТУ У 320.0058764.025—99 i ДСТУ 320.00149943.015—2000.
Автомобiльнi бензини за стандартом ГОСТ 2084—77 (з урахуванням змiни №5 вiд 03.10.96, протокол №10), який має статус мiжнародного, призначенi для карбюраторних автомобiльних i мотоциклетних двигунiв.
Залежно вiд октанового числа встановлено такi марки бензинiв: А-72, А-76, АИ-91, АИ-93, АИ-95. Hазванi марки бензинiв, залежно вiд фракцiйного складу i тиску насиченої пари подiляють на два види: лiтнi — для застосування з 1 квiтня до 1 жовтня (Держстандарт СРСР вiд 19.12.88 за №411158/3865 пiдтвердив застосування лiтнiх видiв бензинiв на всiй територiї України протягом усього року); — зимовий — для застосування з 1 жовтня до 1 квiтня. За ТУ У 00149943.501—98 (впровадженими з 14.04.1998 р.) виготовляють неетилованi автомобiльнi бензини з пiдвищеною температурою кiнця кипiння А-80, А-92, А-95, А-96 . У марках цих бензинiв октановi числа визначенi дослiдним методом. Бензин А-96 можна виготовляти етилованим.
Hазванi бензини всесезоннi, потрiбна детонацiйна стiйкiсть досягається введенням високооктанових ароматичних вуглеводiв i кисневмiсних сполук, тому стандартом передбачено визначати вмiст ароматичних вуглеводiв та обмежувати вмiст бензолу. Iз замовленням такого бензину в заявцi зазначають “Бензин автомобiльний з пiдвищеним кiнцем кипiння А-80 неетилований за ТУ У 00149943.501—98”. Для автомобiлiв з бензиновими двигунами, що мають високий ступiнь стискування, виробляють бензин А-98 за ТУ У 320.00158764.025—99
За галузевим стандартом України ГСТУ 320.00149943.015—2000 iз базових компонентiв i високооктанової кисневмiсної добавки (ВКД) виробляють бензини моторнi сумiшевi неетилованi (табл.3). Бензини, виробленi за технiчними умовами та галузевими стандартами, характеризуються пiдвищеною температурою кiнця кипiння до 215°С. Користувачам цю особливiсть потрiбно обов’язково враховувати, оскiльки на непрогрiтому двигунi можливе неповне згоряння палива, внаслiдок чого пiдвищується його витрата, знижується економiчнiсть i потужнiсть двигуна. Крiм того, та частина палива, що не згорiла, стiкаючи по стiнках цилiндрiв, змиває плiвку мастильного матерiалу, внаслiдок чого збiльшується спрацювання деталей двигуна i погiршується якiсть моторної оливи.
До того ж, для цiєї групи бензинiв на перiод вiд 1 жовтня до 1 квiтня показник “Температура початку перегонки” не нормується. Пiд час виробництва бензинiв дозволяється введення присадок, допущених до застосування встановленим порядком, якщо застосовуються присадки, що змiнюють колiр бензину, показник “Колiр” не є бракувальним.
Hедостатнiй обсяг власного виробництва автомобiльних бензинiв в Українi компенсується iмпортними, переважно, з Росiйської Федерацiї, Бiлорусi й Литви (пiдприємства Бiлорусi й Литви виготовляють свою продукцiю зазвичай за росiйськими нормативними документами).
Стандарт Росiйської Федерацiї ГОСТ Р 51105—97 “Топлива для двигателей внутреннего сгорания. Hеэтилированный бензин. Технические условия”, чинний з 01.01.1999 р., передбачає виготовлення, залежно вiд октанового числа, визначеного дослiдним методом, таких марок бензину: Hормаль-80, Регуляр-91, Премiум-95, Супер-98 (табл. 4). Замiсть жорсткого подiлу бензинiв на “лiтнi” й “зимовi” запропоновано бiльш гнучку систему подiлу за випарнiстю (тиском насиченої пари й фракцiйним складом) на 5 класiв.
Згiдно з ДСТУ 3868—99, який затверджено i впроваджено наказом Держстандарту України вiд 8 квiтня 1999 року №179, чинним вiд 01.09.1999 року, для швидкохiдних дизелiв автотракторної технiки виготовляють такi марки дизельного палива (табл. 7): Л — лiтнє, рекомендується до використання за температури повiтря не нижче мiнус 5°С.
За згодою iз споживачем допускається виробляти дизельне паливо з температурою застигання не вище 0°С, за мiнiмальної температури повiтря на мiсцi застосування не нижче 5°С. З — зимове, рекомендується для використання за температури повiтря не нижче мiнус 15°С. За згодою з Мiноборони України допускається виробляти й застосовувати паливо з граничною температурою фiльтрованостi не вище мiнус 25°С.
За вмiстом сiрки дизельнi палива розподiляють на чотири види, а за температурою спалаху в закритому тиглi — на двi групи. В умовному позначеннi дизельного палива марки Л зазначена масова частка сiрки й температура спалаху в закритому тиглi, дизельного палива марки З — частка сiрки й температура застигання.
Для прикладу: умовне позначення дизельного лiтнього палива з масовою часткою сiрки до 0,10% i температурою спалаху 40°С — “Паливо дизельне Л-0, 10-40” за ДСТУ 3868—99; умовне позначення дизельного зимового палива з масовою часткою сiрки до 0,20% i температурою застигання мiнус 25°С — “Паливо дизельне Л-0,20-(-25)” за ДСТУ 3868—99. Держстандарт України наказом вiд 25.10.1999 р. №2910 вiдновив в Українi чиннiсть мiждержавного стандарту ГОСТ 305—82 “Топливо дизельное. Технические условия”, скасованого ранiше. Це зумовлено тим, що за низькотемпературними властивостями паливо дизельне марки З, що виробляють за ДСТУ 3868—99, не відповідає експлуатацiйним вимогам технiки, яку застосовує Мiнiстерство оборони України. За ГОСТом 305—82 виробляють дизельне паливо трьох марок: зимове — З, лiтнє — Л та арктичне — А ).
Вiдповiдно до стандарту, в умовному позначеннi лiтнього палива вказано граничний вмiст сiрки й температуру спалаху, допустимi для даного палива. Hаприклад: “Паливо дизельне Л-0,2-40” ГОСТ 305—82. У позначеннi зимових видів палива, замiсть температури спалаху, вказано температуру застигання, наприклад: “Паливо дизельне З-0,2 мiнус 35” ГОСТ 305—82. У позначеннi арктичних палив вказано тiльки граничний вмiст сiрки, наприклад: “Паливо дизельне А-0,4” ГОСТ 305—82. В умовах зростаючої із середини 70-х рокiв диспропорцiї мiж приростом видобутку нафти й збiльшенням потреби в дизельному паливi у багатьох країнах, i в нашiй також,було проведено роботи з розширення ресурсiв дизельного палива завдяки пiдвищенню температури кiнця кипiння палива на 25...30°С.
З’явилося дизельне паливо обважненого фракцiйного складу (УФС), яке виготовляють на Херсонському нафтопереробному заводі за ТУ 38.601-53-2—93 (табл. 8). Виготовляють паливо трьох марок: УФС — для експлуатацiї за температури навколишнього повiтря 5°С i вище; УФСп1 — iз депресорною присадкою для експлуатацiї за температури навколишнього повiтря мiнус 5°С i вище; УФСп2 — iз депресорною присадкою для експлуатацiї за температури навколишнього повiтря мiнус 15°С i вище. За вмiстом сiрки палива подiляють на пiдгрупи: I — масова частка сiрки не бiльше 0,2%; II — масова частка сiрки не бiльше 0,5%; III — масова частка сiрки не бiльше 1,0%. Приклад умовного позначення дизельного палива УФС iз масовою часткою сiрки до 0,2%: Паливо дизельне обважненого фракцiйного складу УФС-0,2 ТУ 38.601-53-2—93. Користувачам потрiбно пам’ятати, що через пiдвищену густину УФС збiльшується циклова подача палива i, як наслiдок, на 1,5...2% зростає його годинна витрата та пiдвищується димнiсть на 10...15%. Отже, з переходом на паливо УФС потрiбне корегування регулювання паливної апаратури двигуна.
Дві чи декілька рухомо або нерухомо з’єднаних деталі називають спряженими по поверхнях, одна з яких є охоплюючою, а друга - охоплюваною.
Вал - це термін, що застосовується для позначення зовнішніх охоплюваних поверхонь деталей.
Отвір - це термін, що застосовується для позначення внутрішніх охоплюючих поверхонь деталей.
Отвір
Вал
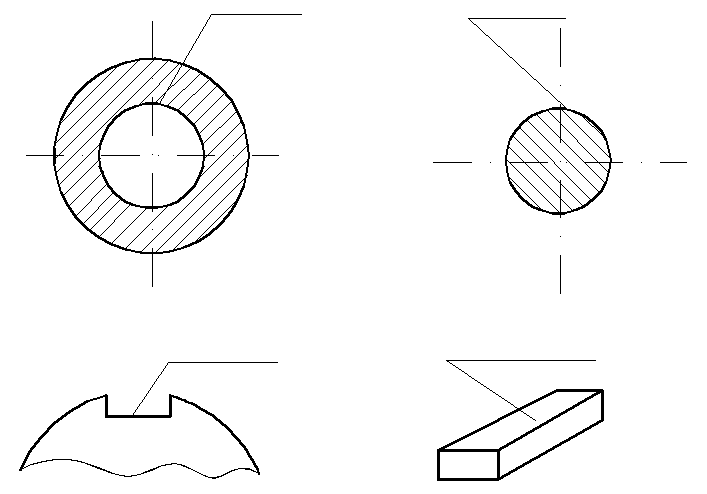
Паз(отвір)
Шпонка(вал)
Рис. 2. Графічна інтерпретація понять „вал” та „отвір”
Основний вал - це вал, у якого верхнє граничне відхилення дорівнює нулю (es = 0).
Основний отвір - це отвір, у якого нижнє граничне відхилення дорівнює нулю (EI = 0).
6. Посадка з’єднання. Види і допуски посадок
Посадка - це характер з’єднання деталей, що визначається величиною отримуваних зазорів чи натягів.
Зазор - це різниця розмірів отвору і вала, якщо розмір отвору більший. Зазор забезпечує можливість відносного зміщення складальних одиниць. Зазор позначається літерою S і характеризується такими параметрами :
![]() , (7)
, (7)
![]() , (8)
, (8)
![]() . (9)
. (9)
Натяг - це різниця розмірів вала і отвору, якщо розмір вала більший. Натяг забезпечує взаємну нерухомість складальних одиниць. Натяг позначається літерою N і характеризується такими параметрами:
![]() , (10)
, (10)
![]() , (11)
, (11)
![]() . (12)
. (12)
Посадка з зазором - це посадка, при якій забезпечується зазор у з’єднанні. До посадок з зазором відносяться також посадки для яких ![]() .
.
Посадка з натягом - це посадка, при якій забезпечується натяг у з’єднанні.
Перехідна посадка - це посадка, при якій можливо отримати як зазор, так і натяг.
Допуск посадки - це різниця між найбільшим і найменшим допустимими зазорами (якщо це посадка з зазором) або найбільшим і найменшим допустимими натягами (якщо це посадка з натягом):
![]() , (13)
, (13)
![]() . (14)
. (14)
В перехідних посадках допуск посадки - це сума найбільшого натягу і найбільшого зазору, взятих по абсолютному значенню:
![]() . (15)
. (15)
Для всіх типів посадок допуск посадки чисельно рівний сумі допусків отвору і валу
![]() . (16)
. (16)
Часто в машинах чи механізмах деталі знаходяться у з'єднаннях з іншими деталями. Деталі, які частково або повністю входять одна в одну, утворюють з'єднання.
В деталях машин розрізняють два різновиди поверхонь: з'єднувані поверхні і не з'єднувані (вільні) поверхні.
З'єднуваними називаються поверхні, по яких деталі з'єднуються у складальні одиниці, а складальні одиниці – у механізми.
Не з'єднувані (вільні) – це конструктивно необхідні поверхні деталей, які не призначені для з'єднання з поверхнями інших деталей.
Залежно від форми поверхонь, по яких відбувається з'єднання деталей (з'єднуваних поверхонь), розрізняють:
– гладкі циліндричні та конічні з'єднання, які складаються з охоплюючої і охоплюваної циліндричних або конічних поверхонь;
– плоскі з'єднання, які складаються з охоплюючої і охоплюваної плоских поверхонь;
– різьбові та гвинтові з'єднання, які складаються з охоплюючої і охоплюваної гвинтових поверхонь, які мають в нормальному перерізі трикутний, трапецієподібний або інший профіль;
– зубчасті та черв'ячні з'єднання, які складаються із зубців коліс або зубців черв'ячного колеса і гвинтових поверхонь черв'яка, які періодично дотикаються один до одного;
– шліцьові з'єднання, які складаються з охоплюючої (повздовжні пази) і охоплюваної поверхні, та інші з'єднання.
За характером контакту двох або декількох деталей з'єднання поділяються на:
– з'єднання з поверхневим контактом (гладкі циліндричні, конічні, різьбові, шліцьові та ін.);
– з'єднання з ліній частим контактом (роликові підшипники, зубчасті з'єднання);
– з'єднання з точковим контактом (кулькові підшипники і інші сферичні з'єднання).
З'єднувані поверхні деталей у свою чергу поділяються на охоплюючи і охоплювані.
Охоплююча поверхня - поверхня деталі, яка охоплює поверхню іншої деталі.
Охоплювана поверхня - поверхня деталі, яка охоплюється поверхнею іншої деталі.
Охоплюючи поверхню, незалежно від її форми, називають отвором, а охоплювану – валом.
Основні поняття та визначення, що стосуються системи допусків і посадок, встановлені ДСТУ 2500 – 94.
Одним з параметрів, які характеризують деталь як геометричне тіло, є її розмір.
Розмір – числове значення лінійної величини (діаметр, довжина тощо) у вибраних одиницях вимірювання.
Отвір – термін, що умовно застосовується для позначення внутрішніх елементів деталей, включаючи і нециліндричні елементи.
Вал – термін, що умовно застосовується дня позначення зовнішніх елементів деталей, включаючи і нециліндричні елементи.
У з'єднанні шпонки з пазом вала шпонка є валом, а паз вала є отвором.
Розміри з'єднуваних поверхонь називаються з'єднуваними розмірами, а розміри не з'єднуваних (вільних) поверхонь називаються вільними розмірами.
Умовно розміри позначаються літерами латинського алфавіту. Розміри, що належать до отворів, позначаються великою літерою  а розміри, що належать до валів – малою літерою
а розміри, що належать до валів – малою літерою  .
.
В машинобудуванні всі розміри в технічній документації задають і зазначають у міліметрах.
Номінальний розмір – це розмір, щодо якого визначаються відхилення (рис. 1, а, б).
Він є однаковим для отвору і вала, які утворюють з'єднання.
Розміри, одержані при виготовленні деталей, відрізняються від номінальних внаслідок впливу похибок оброблювання, тому їх називають дійсними (справжніми) розмірами.
Дійсний розмір – розмір елемента, встановлений вимірюванням.
Дійсні розміри позначають: De – отвору; dе – вала.
Граничні розміри – два граничнодопустимі розміри елемента, між якими повинен знаходитись (або яким може дорівнювати) дійсний розмір.
Розрізняють найменший і найбільший граничні розміри.
Найменший граничний розмір - найменший допустимий розмір елемента (рис. 1). Його позначають: Dmin – для отвору; dmin – для вала.

Рис. 1. Номінальний розмір.
Найбільший граничний розмір – це найбільший допустимий розмір елемента (рис. 1, а).
Його позначають: Dmах – для отвору: dmах – для вала.
Умови придатності дійсних розмірів записуються так: для отвору: Dmin ≤ De ≤ Dmax; для вала: dmin ≤ de ≤ dmах.
Граничні розміри задаються граничними відхиленнями від номінального розміру.
Відхилення розміру – це алгебрична різниця між розміром (дійсним або граничним) і відповідним номінальним розміром. Його позначають: Е – для отвору; е – для вала.
Дійсне відхилення розміру – алгебрична різниця між дійсним і відповідним номінальним розмірами.
Його позначають: Ее – для отвору; ее – для вала.
Граничне відхилення розміру – алгебрична різниця між граничним і відповідним номінальним розмірами.
Розрізняють верхнє та нижнє граничні відхилення.
Верхнє відхилення розміру (ES, es) – алгебрична різниця між найменшим граничним і відповідним номінальним розмірами (рис. 1, б), тобто:
ЕI = Dmin – D; ei = dmin - d.
ЕS – верхнє відхилення отвору; es – верхнє відхилення вала.
Нижнє відхилення розміру (ЕІ, еі) – алгебрична різниця між найменшим граничним і відповідним номінальним розмірами (рис. 1, б), тобто:
EI = Dmin – D; еі = dmіn - d.
ЕІ – нижнє відхилення отвору; еі – нижнє відхилення вала.
Величина граничних відхилень визначає точність розміру, а величина дійсного відхилення визначає придатність розміру.
За відомими номінальними розмірами і їх граничними відхиленнями, граничні розміри визначаються за формулами:
для отвору: Dmax = D+ES; Dmin = D + EI;
для вала: dmах = d + es; dmіn =d + еі.
Граничні відхилення можуть бути додатними, від'ємними, або одне з них може бути рівне нулю. У розрахункові формули відхилення розмірів потрібно підставляти з їх знаками.
Допуск розміру Т – різниця між найбільшим і найменшим граничними розмірами або алгебрична різниця між верхнім і нижнім граничними відхиленнями (рис. 1, б), тобто:
ТD – Dmax – Dmin або TD = ЕS – ЕІ - допуск розміру отвору;
Td = dmax – dmin або Тd = es – еі - допуск розміру вала.
Допуск – це абсолютна величина без знака. Якщо в розрахунках допуск одержується величиною від'ємною, то це свідчить про помилки, допущені в розрахунках.
Поле допуску – поле, обмежене найбільшим і найменшим граничними розмірами, яке визначається величиною допуску і його положенням відносно номінального розміру. В разі графічного зображення поле допуску міститься між двома лініями, що відповідають верхньому та нижньому відхиленням щодо нульової лінії (рис. 1, б).
У графічному зображенні полів допусків розмірів їх розташовують щодо нульової лінії.
Нульова лінія – лінія, що відповідає номінальному розміру, від якої відкладаються відхилення розмірів в разі, графічного зображення, полів, допусків та посадок.
Розташування поля допуску щодо номінального розміру або нульової лінії визначається одним з двох відхилень – верхнім або нижнім, яке називається основним.
Посадка – характер з єднання двох деталей, визначений різницею їх розмірів до складання.
Залежно від розмірів отвору і вала, що утворюють з'єднання, в посадках може утворюватися зазор або натяг.
Зазор – різниця між розмірами отвору і вала до складання, якщо розмір отвору більший за розмір вала (рис. 2). Зазор позначають літерою S .
Натяг – різниця між розмірами вала і отвору до складання, якщо розмір вала більший за розмір отвору (рис. 3). Натяг позначають літерою N. Натяг також можна визначити як від'ємну різницю між розмірами отвору і вала.
Посадка з зазором – посадка, за якою завжди утворюється зазор у з'єднанні, тобто найменший граничний розмір отвору більший за найбільший граничний розмір вала або дорівнює йому. В разі графічного зображення поле допуску отвору розташовано над полем допуску вала (рис. 4).
Найменший зазор (  ) – різниця між найменшим граничним розміром отвору і найбільшим граничним розміром вала в посадці з зазором.
) – різниця між найменшим граничним розміром отвору і найбільшим граничним розміром вала в посадці з зазором.


Рис. 2. Утворення зазору. Рис. 3. Утворення натягу.
Величину найменшого зазору у з'єднанні визначають за формулами:
 або
або  .
.
Найбільший зазор (  ) – різниця між найбільшим граничним розміром отвору і найменшим граничним розміром вала в посадці з зазором або в перехідній посадці.
) – різниця між найбільшим граничним розміром отвору і найменшим граничним розміром вала в посадці з зазором або в перехідній посадці.
Величину найбільшого зазору у з’єднанні визначають за формулами:
 або
або  .
.
Найменший і найбільший зазори є величинами додатними. Якщо при їх визначенні одержується від'ємне число, то це означає, що в цьому випадку у з'єднанні можливий не зазор, а натяг.
|
|

Рис. 4. Зображення полів допусків посадки з зазором.
Посадка з натягом – посадка, за якою завжди утворюється натяг у з'єднанні, тобто найбільший граничний розмір отвору, який менший за найменший граничний розмір вала або дорівнює йому.
В разі графічного зображення поле допуску отвору, розташоване під полем допуску вала.
Натяг у посадках з натягом як і зазор у посадках з зазором може набувати різних значень, однак його обмежують двома крайніми граничними значеннями: найбільшим (Nmax) і найменшим (Nmin) значеннями.
Величину найменшого натягу у з'єднанні визначають за формулами:
 , або
, або  ;
;
Величину найбільшого натягу у з'єднанні визначають за формулами:
 або
або  ;
;
Найменший і найбільший натяги є величинами завжди додатними. Якщо при їх визначенні одержиться від'ємне число, то це означає, що в цьому випадку у з'єднанні можливий не натяг, а зазор.
Перехідна посадка – посадка, за якою можливе отримання як зазору, так і натягу в з'єднанні залежно від дійсних розмірів отвору і вала.
В разі графічного зображення поля допусків отвору і вала перекриваються повністю або частково.
Найбільший зазор і найбільший натяг у перехідній посадці визначаються так само, як і в посадках з зазором і в посадках з натягом.
Допуск посадки – сума допусків отвору і вала, що складають з'єднання, тобто:
 .
.
Ця формула є справедливою для всіх різновидів посадок: з зазором, з натягом і перехідних.
Крім того, допуск посадки з зазором можна визначити як різницю між найбільшим (Smax) і найменшим (Smin) граничними значеннями зазору, тобто:
 .
.
Аналогічно можна визначити допуск посадки з натягом як різницю між найбільшим (Nmax) і найменшим (Nmin) граничними значеннями натягу, тобто:
 .
.
Допуск перехідної посадки:  .
.
Графічне зображення полів допусків дає наочне зображення посадок, розгорнутих в одній площині, що полегшує сприйняття основних параметрів з'єднання, полегшує здійснення розрахунків, пов'язаних з їх визначенням.
Графічне зображення полів допусків розпочинають з проведення нульової лінії, яка відповідає рівню верхньої межі номінального розміру і яка приймається за початок відліку відхилень. Від нульової лінії відкладають на осі ординат у довільному масштабі граничні відхилення: зі знаком плюс – вгору, зі знаком мінус – вниз, а потім на схему наносять позначення всіх параметрів, що характеризують дане з'єднання.
 |
На рис. 5 наведено графічне зображення (схему розташування) полів допусків для з'єднання Ø
 мм.
мм.
Рис. 5. Графічне зображення полів допусків для з'єднання Ø мм.
У графічному зображенні полів допусків характер з'єднання розпізнають таким чином:
– якщо поле допуску вала буде розташоване нижче від поля допуску отвору, то це свідчить про те, що дана посадка буде із зазором і для неї слід визначити граничні значення зазору: Smax і Smin;
– якщо поле допуску вала буде розташоване вище від поля допуску отвору, то посадка буде з натягом і для неї слід визначати граничні значення натягу: Nmax і Nmin;
– якщо поля допусків вала і отвору повністю або частково перекриваються, то посадка буде перехідною і для неї слід визначати найбільший зазор (Smax) і найбільший натяг (Nmax).
Відповідно на рис. 5 наведено схему розташування полів допусків для посадки із зазором, оскільки поле допуску отвору ТD розташоване вище поля допуску вала Тd.
Для розпізнавання характеру (різновиду) з'єднань без графічного зображення полів допусків отвору і вала при наявності номінальних розмірів і граничних відхилень деталей, потрібно розпочати визначення граничних значень зазору Smax і Smin.
Якщо обидва значення зазору одержують додатними, то це означає, що задана посадка є посадкою з зазором.
Якщо Smax одержується від'ємним, то це означає, що задана посадка є посадкою з натягом і для неї слід визначати граничні значення натягу: Nmax і Nmin;
Якщо Smax одержується додатнім, а Smin – від'ємним, то це означає, що задана посадка э перехідною і для неї слід визначати Smax і Nmax.
Розпізнати різновид з'єднання можна також, порівнюючи між собою граничні розміри отвору і вала:
- якщо  – посадка буде із зазором;
– посадка буде із зазором;
- якщо  – посадка буде з натягом;
– посадка буде з натягом;
- якщо  і
і  – посадка буде перехідною.
– посадка буде перехідною.
Лінійні розміри і граничні відхилення на кресленнях в машинобудуванні позначають в міліметрах без їх скороченого позначення, тобто розмірність «мм» не пишеться.
Граничні відхилення записують безпосередньо після номінального розміру зі своїм знаком, причому верхнє відхилення розташовують над нижнім (рис. 6, а), знак плюс біля відхилень записується. Граничні відхилення, які дорівнюють нулю, не записуються, їх місце залишається вільним (рис. 6, б). Розмір шрифту відхилень повинен бути на розмір меншим від розміру шрифту розмірного числа.
 |
Рис. 6. Позначення розмірів і граничних відхилень па кресленнях деталей.
При симетричному розташуванні поля допуску відносно нульової лінії (номінального розміру) абсолютне значення відхилень зазначається один раз із знаками ±; при цьому висота цифр у відхиленнях повинна дорівнювати висоті цифр номінального розміру (рис. 6, в).
У відхилень нуль з правого боку від цифри не пишуть. Якщо число значущих цифр у верхнього і нижнього відхилень різне, то дописується нуль з правого боку, тобто кількість цифр у верхньому і нижньому відхиленнях повинна бути однаковою (рис. 6, г).
 Граничні відхилення розмірів деталей на складальних кресленнях записують у вигляді дробу, в чисельнику якого записують числові значення граничних відхилень отвору, в знаменнику – числові значення граничних відхилень вала (рис. 7, а).
Граничні відхилення розмірів деталей на складальних кресленнях записують у вигляді дробу, в чисельнику якого записують числові значення граничних відхилень отвору, в знаменнику – числові значення граничних відхилень вала (рис. 7, а).

Рис. 7. Позначення граничних відхилень на складальних кресленнях.
При позначенні числових значень розмірів і відхилень на складальних кресленнях допускаються написи, що пояснюють, до якої з деталей належать відхилення (рис. 7, б і в) (скорочене позначення «поз» означає позиція, деталь).

Компетенція №5
1. Гума, її властивості і застосування.
2. Фарби і лаки, їх види, призначення і застосування.
3. Паливо-мастильні матеріали і технічні рідини.
Конспект
Гумою називають продукт переробки каучуків. Гума -- важливий конструкційний матеріал, необхідний для виробництва різноманітних виробів -- від автомобільних шин до хірургічних рукавичок. Головна перевага гуми -- її еластичність. Вона може розтягуватися й гнутися, а потім приймати початкову форму. Гума може бути як і м'яка, так і тверда. Вона є важливим конструкційним матеріалом для машино - і приладобудування.
Гума має особливі властивості:
· високу пружність або еластичність (пружне видовження при розтягуванні досягає 700...800 %);
· високу в'язкість;
· достатню міцність і стійкість до дії води, кислот і лугів;
· високі електроізоляційні властивості;
· непроникність для рідин і газів;
· Опір гуми на розрив становить 15...25 МПа;
· стійкість до стирання і руйнування при багаторазових деформаціях;
· теплостійка від -45 до +80 °С.
Гумові вироби широко застосовують в усіх галузях виробництва. Найголовнішим споживачем гуми є автотракторна промисловість. Для виготовлення покришок, камер, амортизаторів тракторів, автомобілів, комбайнів, автобусів і тролейбусів витрачається до 80 % виробництва каучуку. В сучасному автомобілі застосовують до 200 деталей, виготовлених із гуми: ущільнювальні прокладки, кільця, муфти, мембрани, привідні паси та ін. Багато гуми використовують для виготовлення виробів електротехнічної промисловості -- ізоляції кабелів, проводів, ізоляційних труб; у побуті (гумове взуття) та ін.
Невулканізовану гуму використовують у вигляді ущільнювальної пасти, замазки, клею тощо.
Класифікація
Залежно від температурних і ін. умов експлуатації, в яких гума зберігає високоеластичні властивості, розрізняють наступні основні групи гуми.
Гума загального призначення, експлуатована при температурах від --50 до 150 °С. Виготовляються на основі натурального, синтетичних ізопренах, стереорегулярних стиролових для бутадієну, хлоропренових каучуків бутадієну і їх всіляких комбінацій.
Теплостійкі гуми призначені для тривалої експлуатації при 150--200 °С. Основою таких гум служать етілен-пропіленові і кремнійорганічні каучуки, бутілкаучук. Для гуми, експлуатованих при вищих температурах (до 300 °С і вище), використовують деякі фторовмісні каучуки, а також каучукоподібні полімери типу поліфосфонітрілхлоріда.
Морозостійкі гуми придатні для тривалої експлуатації при температурах нижче --50 °С (інколи до --150 °С). Для їх отримання застосовують каучуки з низькою температурою склування (див. Склування полімерів), наприклад стереорегулярний бутадієн, кремнійорганічні, деякі фторовмісні матеріали. Такі гуми можуть бути отримані і з неморозостійких каучуків, наприклад бутадієні-нітрилі, при введенні до складу гумової суміші деяких пластифікаторів (ефірів себациной кислоти і ін.).
Масло- і бензостійкі гуми - тривало експлуатовані у контакті з нафтопродуктами, маслами і ін. Їх отримують з бутадієну-нітрилу, полісульфідних, уретанових, хлоропренових, вінілпірідінових, фторовмісних, деяких кремнійорганічних каучуків.
Існують також гуми стійкі до дії різних агресивних середовищ (кислото- і лугостійкі, озоностійкі, паростойкие і ін.). Виготовляються на основі бутілкаучука, кремнійорганічних, фторсодержащих, хлоропренових, акрілатних каучуків, хлорсульфірованного поліетилену.
Виділяється окремий тип -електропровідні гуми. Для їх здобуття використовують різні каучуки, наповнені великими кількостями електропровідної (ацетиленовою) сажі.
Діелектричні (кабельні) гуми - такі, що характеризуються малими діелектричними втратами і високою електричною міцністю. Отримують їх з кремнійорганічних, етілен-пропіленових, каучуків ізопренів, наповнених світлими мінеральними наповнювачами.
Основні матеріали для виготовлення гуми
Головним матеріалом для виготовлення гуми є каучук -- тверда еластична речовина світло-сірого або коричнюватого кольору.
Природний каучук добувають із каучукового дерева (гевеї), яке росте в країнах Латинської Америки, а також в Африці. Його добувають також із молочайних рослин (тау-сагизу і кок-сагизу) у вигляді соку -- латексу, але добувають надто мало, і він дуже дорогий. Тому основним матеріалом для виробництва гуми є синтетичний каучук (СК), який виготовляють переважно з нафтопродуктів.
Нині виготовляють понад 80 видів синтетичного каучуку, які мають специфічні властивості (підвищену стійкість до високих або низьких температур, бензину та інших нафтопродуктів).
Чистий каучук майже не застосовують, оскільки еластичність його зберігається лише у вузьких межах температури: нижче за 0 °С чистий каучук втрачає еластичність і стає крихким, а вище від 20 °С він стає дуже пластичним і липким.
У техніці широко застосовують основний продукт каучуку -- гуму, для виготовлення якої до каучуку треба додати невелику кількість сірки (1...5 %) і підігріти цю суміш до температури 130... 140 °С. Після короткочасного підігрівання суміш перетворюється на вулканізований каучук або гуму. Гума набуває нових властивостей: зберігає еластичність у межах від -30 до +180 °С, стає мідною і стійкою до води і кислот.
Якщо до каучуку додати більше сірки (20...25 %) і нагрівати довше, то в процесі вулканізації утвориться рогова гума -- ебоніт. Це твердий ізоляційний матеріал, який випускають у вигляді листків, трубок і дротиків різного профілю.
Гуму ніколи не виготовляють тільки із суміші каучуку з сіркою, а обов'язково додають наповнювачі і спеціальні домішки.
Усі домішки до каучуку при виготовленні гуми залежно від його призначення поділяють на такі групи: інертні наповнювачі-вулканізатори, прискорювачі вулканізації, підсилювачі, пом'якшувачі, антиокисники і барвники.
Наповнювачі в порошкоподібному або рідкому стані додають, щоб збільшити вихід гуми. Тип наповнювача вибирають залежно від бажаних властивостей (твердості, міцності, кольору тощо). Найчастіше застосовують такі наповнювачі: сажу, каолін, інфузорну землю, важкий шпат, барит, а також регенерат (відповідним чином оброблена стара гума).
Вулканізаторами можуть бути сірка, металевий натрій або діазоамінобензол. Найчастіше застосовують сірку, вміст якої залежить від призначення гуми (3...15 %). Прискорювачі скорочують час вулканізації, збільшують продуктивність агрегатів. Прискорювачами можуть бути оксид свинцю, магнію, кальцію.
Підсилювачі підвищують механічні властивості гуми (пружність, міцність, опір стиранню тощо). До підсилювачів належать газова сажа, оксид цинку, каолін.
Пом'якшувачі додають для пом'якшення гуми і полегшення її вальцювання. До них належать каніфоль, парафін, вазелін, мінеральні оливи тощо.
Антиокисники сповільнюють процес окиснення гуми, чим збільшують тривалість роботи гумових виробів.
Барвники додають, щоб мати гуму бажаного кольору. До них належать цинкове білило, вохра, ультрамарин, сажа тощо.
Зберігання гумових виробів
Шафи для гумових виробів повинні мати щільно закриваються дверцята, гладку внутрішню поверхню. Джгути, зонди зберігаються в підвішеному стані на знімних вішалках, розташованих під кришкою шафи. Гумові грілки, накладні круги, міхури для льоду зберігають злегка надутими. Гумові частини приладів необхідно зберігати окремо. Еластичні катетери, рукавички, бужі, гумові бинти, напальчники зберігають у щільно закритих коробках, пересипавши тальком. Гумові бинти пересипають тальком по всій поверхні і зберігають в скручений вигляді.
Окремо зберігають прогумовану тканину в рулонах, горизонтально підвішену на стійках. Можна зберігати її на полицях, покладеної не більше ніж в 5 рядів. Еластичні лакові бужі, катетери, зонди зберігають у сухому місці. Вироби бракуються, якщо з'являється їх клейкість і розм'якшення.
При затвердінні гумових рукавичок їх поміщають в теплий 5%-ний розчин аміаку на 15 хв, потім їх розминають і тримають 15 хв в 5%-ном водно-гліцериновому розчині з температурою +40-50 С.
Поняття про виготовлення гумових виробів
гума каучук
Технологія виготовлення гумових виробів складається з таких операцій: пластифікація каучуку, додавання домішок, приготування суміші, формування або заготовка деталей, складання і вулканізація виробів.
Пластифікацію каучуку застосовують для одержання однорідної пластичної маси. Для цього його пропускають між гарячими вальцями з температурою 40...50 °С. Тривалість пластифікації становить 15...25 хв. Під час пластифікації каучук розм'якшується і стає пластичним.
Суміш готують перемішуванням пластикового каучуку з домішками на дво - або чотиривалкових вальцях. Готову суміш підігрівають до 100... 110 °С і прокатують у спеціальних машинах на листи або в спеціальних формах формують напівфабрикати, потім вулканізують їх за температури 120... 150 °С. Вироби з гуми дістають формуванням, литтям під тиском і намотуванням.
Формування (пресування) застосовують, виготовляючи деталі складної форми. Гумову суміш 4 (рис.), а також текстильну тканину та металеву арматуру (якщо вони потрібні) вміщують у нагріту металеву матрицю 5. При низькому тиску преса пуансон 2 опускається, центруючись штифтами 3. Потім тиск підвищують. Під дією нагрівників 1 і 6 та тиску пуансона гумова суміш заповнює порожнину. Після певного витримування пуансон піднімається, а виштовхувач 7 викидає виріб із матриці. Зразки гумових виробів зображено на рис. 2.50, г, а схему процесу пресування -- на рис. 2.50, о, 6, в. Рис. Схема виготовлення гумових виробів
Лиття під тиском виконують у прес-формах 11 (рис. д, є), які мають камеру 8 для виливання, сполучену ливником 9, де матеріал 4 потрапляє в порожнину 10. Лиття під тиском застосовують для виготовлення виробів складної форми -- з різною товщиною стінок, з маломіцною і наскрізною арматурою та ін. На рис., є зображено виріб із запресованим металевим кільцем 12.
Метод намотування застосовують при виготовленні покришок, шлангів, пасів та ін. При цьому на порожнисте осердя (дорн) намотують шари гуми і тканини, склеюють їх та вулканізують.
Застосування
Для отримання прогумованих тканин беруть лляну або паперову тканину і гумовий клей, що представляє гумову суміш, розчинену в бензині або бензолі. Клей ретельно і рівномірно розмазують і упресовують в тканину; після просушування і випаровування розчинника отримують прогумовану тканину.
Для виготовлення прокладного матеріалу, здатного витримувати високі температури, застосовують пароніт, що представляє гумову суміш, в яку введено азбестове волокно. Таку суміш змішують з бензином, пропускають через вальці і вулканізуються у вигляді листів товщиною від 0,2 до 6 мм.
Для отримання гумових трубок і профілів сиру гуму пропускають через шприц-машину, де сильно розігріта (до 100-110) суміш продавлюється через профілюючу голівку. У результаті отримують профіль, який піддають вулканізації.
Виготовлення дюрітових рукавів відбувається наступним чином: з каландрує гуми вирізують смуги і накладають їх на металевий дорн, зовнішній діаметр якого дорівнює внутрішньому діаметру рукава. Краї смуг змазують гумовим клеєм і накочують роликом, потім накладають один або кілька парних шарів тканини і промазують їх гумовим клеєм, а зверху накладають шар гуми. Після цього зібраний рукав піддають вулканізації.
Автомобільні камери виготовляють з гумових труб, шпріцованних або склеєних вздовж камери. Існує два способи виготовлення камер: формовий і дорновий. Дорновие камери вулканізуються на металевих або вигнутих Дорна. Ці камери мають один або два поперечних стику. Після стикування камери в місці стику піддають вулканізації. При формовому способі камери вулканізуються в індивідуальних вулканізаторах, забезпечених автоматичним регулятором температури. Щоб уникнути склеювання стінок, всередину камери вводять тальк.
Автомобільні покришки збирають на спеціальних верстатах з декількох шарів особливої тканини (корд), покритої гумовим шаром. Тканинний каркас, тобто скелет шини, ретельно накочують, а кромки шарів тканини загортають. Зовні каркас покривають двома шарами металокордних брекера, потім в біговій частині товстим шаром гуми, званим протектором, а на боковини накладають більш тонкий шар гуми. Підготовлену таким чином шину (сиру шину) піддають вулканізації. Перед вулканізацією на внутрішню частину сирої шини наносять спеціальну роздільну змащення (фарбують) для виключення залипання до діафрагми і кращого ковзання діафрагми у внутрішній порожнині шини при формуванні.
Лак - це розчин плівкоутворюючих речовин (природних та синтетичних смол, ефірів целюлози, бітумів, препарованих рослинних масел або їхніх жирних кислот) в органічних розчинниках (легколеткі органічні рідини) або у воді, який утворює після твердження (висихання) тверду, блискучу (крім асфальтобітумних лаків), однорідну і прозору (крім бітумного лаку) плівку.
Утворені плівки захищають вироби з металу, дерева, шкіри й інших матеріалів від корозії, гниття і надають їм гарний зовнішній вигляд. Значна кількість лаків використовується для приготування емалевих фарб, ґрунтовок і шпаклівок.
До складу лаків входять плівкоутворюючі речовини, розчинники, розріджувачі, пластифікатори, каталізатори, ініціатори, затверджувачі. Для кольорових лаків застосовують органічні барвники.
Розріджувачами після розчинення плівкоутворювачів розбавляють лак до необхідної в'язкості. Застосовують їх для економії дорогих розчинників. Це, як правило, більш дешеві леткі речовини, які не здатні самостійно розчиняти плівкоутворюючу речовину, але добре змішуються з отриманим концентрованим лакофарбовим розчином, можуть понизити його в'язкість.
Розподіл органічних рідин на розчинники та розріджувачі застосовується лише відносно певної плівкоутворювальної речовини. Наприклад, етиловий спирт добре розчиняє багато смол, але не розчиняє целюлозу і відносно до неї є розріджувачем.
Розчинники і розріджувачі повністю випаровуються під час висихання лакових плівок. Розчинниками й розріджувачами є бензин - розчинник, бензол, сольвент-нафта, скипидар тощо.
Пластифікатори використовують у виробництві смоляних і нітроцелюлозних лаків для пом'якшення плівки, підвищення її еластичності та адгезійної здатності. Як пластифікатори застосовують ефіри фталевих, фосфорної кислот і деякі хлоровані вуглеводи (дибутилфталат, діоктилфталат, совол та ін.).
Лаки прийнято класифікувати за призначенням, природою плівкоутворюючої речовини, характером плівкоутворення, кольором, способом сушіння, процентним вмістом плівкоутворюючої речовини.
- За природою плівкоутворюючої речовини - смоляні, ефіроцелюлозні, бітумні (асфальтобітумні).
- За призначенням - для зовнішніх робіт (атмосферостійкі), для внутрішніх робіт, стійкі до агресивних середовищ, термостійкі, електроізоляційні, меблеві, лаки спеціального призначення (для обробки шкіри, для покриття білої жерсті консервних банок та інші).
- За характером плівкоутворення - лаки, що утворюють тверді плівки за рахунок випаровування летких органічних розчинників; лаки, що утворюють тверді плівки не тільки за рахунок випаровування летких органічних розчинників, але і в результаті різних хімічних перетворень.
- За кольором - безкольорові, кольорові, чорні.
- За способом сушіння - холодної сушки (лаки, плівки яких можуть тверднути при 18 - 20 0С) та гарячої сушки.
- За процентним вмістом плівкоутворюючої речовини - власне лаки (плівкоутворюючої речовини не менше 30%) та політури (плівкоутворюючої речовини 10 - 20 %).
Розрізняють лаки спиртові, алкідні, нітроцелюлозні. Останні утворюють найкращі й найміцніші покриття. Спиртові лаки трохи поступаються нітроцелюлозним за зовнішнім виглядом, крім того, їх дуже важко полірувати. Масляні лаки хоча й не вимагають полірування, за зовнішнім виглядом значно гірші спиртових.
лак фарба емалевий пігмент
2. Призначення, склад, класифікація та асортимент фарб
Фарби - це суспензії пігментів в плівкоутворюючих речовинах, що утворюють після висихання непрозорі однорідні покриття.
Фарби призначені для внутрішнього і зовнішнього фарбування по цегельним, бетонним, оштукатуреним, дерев'яним й іншим пористим поверхням, по заґрунтованій поверхні металу, а також по старих покриттях.
До компонентів, з яких виготовляють фарби, відносяться:
1. Плівкоутворюючі речовини - рослинні оліфи, бітуми й асфальти, білкові речовини (казеїн, кістковий клей), спеціально оброблена целюлоза. Група синтетичних плівкоутворюючих речовин - це алкідні, епоксидні, карбамідо- і меламіноформальдегідні, фенолоформальдегідні, перхлорвінілові та інші смоли.
2. Пігмент - це найчастіше високодисперсні мінеральні та неорганічні речовини, які мають певний колір та нерозчинні у воді, органічних розчинниках і плівкоутворюючих речовинах. Вони надають матеріалу необхідний колір, непрозорість і покривність. Пігменти групуються таким чином:
1) за походженням: неорганічні, органічні та мінеральні;
2) за кольором пігменти: ахроматичні (білі, чорні, сірі), хроматичні (жовті, зелені, червоні тощо);
3) за призначенням: малярні, ґрунтові, для художніх фарб тощо.
При затиранні фарб та їх розведенні важливо визначити співвідношення між кількістю пігменту та плівкоутворюючої речовини. При високому вмісті плівкоутворюючої речовини знижується механічна міцність фарбової плівки. При недостатній кількості плівкоутворюючої речовини частки пігменту погано склеюються між собою, фарбова плівка робиться рихлою, погано прилипає, легко розтріскується та осипається. Під час вибору пігментів для фарб враховують також їх покривність, фарбову здатність, хімічну стійкість, щільність, плівкоутворення під час тривалого зберігання.
3. Наповнювач - суха неорганічна речовина, що застосовується як добавка до пігментів під час виготовлення непрозорих лакофарбових матеріалів для надання їм необхідних властивостей (підвищення механічної міцності, тепло- та вогнестійкості покриттів) і для економії пігментів. Як наповнювачі використовують барит, оміакарб, крейду та ін.
4. Пластифікатор - органічний продукт, практично нелеткий, який вводиться у плівкоутворюючу речовину для надання лакофарбовим покриттям необхідної еластичності, а іноді й морозостійкості покриття (дибутилфталат, діоктилфталат тощо).
5. Розчинники - органічні леткі рідини (вуглеводні, кетони, спирти та ін.) або суміш подібних рідин, що застосовується для розчинення плівкоутворюючих речовин для надання лакофарбовому матеріалу необхідної в'язкості.
6. Сикативи - додаються як каталізатор для прискорення висихання лакофарбового матеріалу в процесі його виготовлення і застосування. Залежно від типу сикативу процес плівкоутворення починається або з формування поверхневої плівки (кобальтові сикативи), або з підкладки, а потім поширюється по всій товщині плівки (марганцеві й свинцеві сикативи). Швидкість висихання плівок масляних лакофарбових матеріалів пропорційна кількості сикативу, що вводиться, лише до певної межі. Якщо сикатив вводиться у кількості, що перевищує оптимальну, швидкість висихання знову знижується. Варто враховувати, що дія сикативів не припиняється й після висихання плівки. Введення сикативу в надлишку може привести до передчасного старіння покриттів.
7. Добавки - це ініціатори, затверджувачі, прискорювачі, стабілізатори, емульгатори тощо:
- розріджувач - органічна летка рідина, яка застосовується для розведення лакофарбових матеріалів з метою зниження їхньої в'язкості та переведення в стан, придатний для нанесення на поверхню, що фарбується;
- затверджувач - хімічна речовина, що вводиться до складу поліефірних, епоксидних і деяких інших полімерів і лакофарбових матеріалів на їхній основі для твердіння, у результаті утворення поперечних зв'язків між макромолекулами; затверджувач використовується для отримання неплавкого нерозчинного продукту;
- прискорювач - хімічна речовина, що вводиться для підвищення швидкості твердіння полімеру;
- диспергатори - речовини, що змочують пігменти і наповнювачі, прискорюють їх диспергування (перетирання) у рідкому середовищі та рівномірний розподіл у фарбах (поліфосфати, лецитін, альгінат натрію, полівініловий спирт);
- емульгатори - речовини, що полегшують утворення водних дисперсій плівкоутворювачів і надають їм стійкість (солі жирних кислот та інші поверхнево-активні речовини);
- стабілізатори - поверхнево-активні речовини, що вводять до складу фарб для підвищення стабільності властивостей як у процесі переробки, так і під час експлуатації фарби (дейканол);
- загусники - підвищують в'язкість фарби (карбоксіметилцелюлоза, а також мінеральні добавки - бентоніт, прожарені глини);
- піногасники (антивспінювачі) - речовини, які запобігають піноутворення в процесі виготовлення і нанесення водно-дисперсійних фарб (поліорганосилоксани, уайт-спирит, скипидар);
- структуруючі добавки - речовини, які надають фарбам пластичність, структурну в'язкість і тиксотропність та уповільнюють їх розшаровування (аеросил і бентоніт);
- коалесцируючі добавки - реагенти, що поліпшують коалесценцію (злипання) полімерних часток у процесі формування покриття;
- інгібітори корозії - протикорозійні речовини, які захищають від підплівкової корозії металеву підкладку в процесі твердіння фарби і формування покриття (бензоат натрію, нітрит натрію);
- антифризи - речовини, що захищають фарби від замерзання (диетиленгліколь).
Від якості та співвідношення компонентів залежать властивості фарби.
Асортимент фарб прийнято групувати за цілим рядом ознак: хімічному складу (типу плівкоутворювача), переважному призначенню, консистенції, кольору, декоративним властивостям, специфічним умовам експлуатації, способам нанесення, умовам сушіння.
Залежно від виду плівкоутворюючої речовини розрізняють фарби:
1. Фарби масляні - суспензія пігментів або їхньої суміші з наповнювачами в оліфі, які випускаються в густотертому і готовому для застосування вигляді для внутрішніх і зовнішніх робіт. Масляні фарби бувають на натуральній оліфі, на оліфі оксоль, на комбінованих оліфах. Також їх поділяють на густотерті та рідкотерті.
2. Фарби алкідні - суспензія пігментів або їхньої суміші з наповнювачами в гліфталевій, пентафталевій або іншій алкідній оліфі, яка призначена для тих же цілей, що й масляна фарба.
3. Фарби водно-дисперсійні (водоемульсійні) - суспензія пігментів або їхніх сумішей з наповнювачами у водних дисперсіях синтетичних полімерів (полівінілацетатної емульсії, бутадієнстирольному латексі тощо) з додаванням допоміжних речовин (емульгаторів, стабілізаторів та ін.), яка утворює після твердження пофарбоване матове покриття.
4. Фарби порошкові - суха порошкоподібна композиція плівкоутворюючих речовин (полімерів, олігомерів) з пігментами, наповнювачами, затверджувачами й іншими добавками, яка утворює після сплавки, охолодження й твердження тверде непрозоре покриття.
5. Фарби емалеві - суспензія пігментів або їхніх сумішей з наповнювачами в лаку, яка утворює після висихання (твердження) непрозору тверду плівку з різним блиском і фактурою поверхні.
6. Клейові фарби - це суспензії пігментів і наповнювачів (зазвичай крейди) у водяних розчинах клею. Реалізують їх найчастіше у вигляді густотертих паст або порошкоподібних сумішей пігменту, наповнювача та ін.
Розглянемо більш докладно класифікацію емалевих, водно-дисперсійних, клейових та масляних фарб (таблиця 1).
Таблиця 1
Класифікація емалевих, водно-дисперсійних, клейових та масляних фарб за різними ознаками
Назва фарби | Класифікаційна ознака | Різновид фарби | Застосування та призначення фарби | |
Емалі | У залежності від різновиду лаку, який застосовується для виготовлення емалі | Алкідні | Для внутрішніх робіт для фарбування меблів, вікон, дверей, виробів з металу, які не піддаються впливу води і високих температур. Для зовнішніх робіт для фарбування металевих виробів - автомобілів, мотоциклів, велосипедів, дитячих колясок та ін. | |
Нітроцелюлозні (нітроемалі) | Швидко висихають і застосовуються для внутрішніх і зовнішніх робіт, для фарбування легкових автомобілів, мотоциклів, холодильників, пральних машин тощо. | |||
Кремнійорганічні | Відрізняються підвищеною атмосферостійкістю, водостійкістю і високою температурою. Застосовуються для обробки металевих, дерев'яних, оштукатурених бетонних і цегельних поверхонь | |||
Воднодисперсійні | У залежності від плівко утворювача | Полівінілацетатні | Для зовнішніх та внутрішніх робіт по дереву, штукатурці, металу та інші | |
Стіролобутадієнові | ||||
Акрилатні | ||||
Клейові | У залежності від виду клею, що використовується | Казеїнові | Для внутрішніх і зовнішніх робіт по цеглі, штукатурці й бетону (обробляють фасади, сходові клітки, коридори тощо) | |
Силікатні | ||||
Масляні | За консистенцією | Густотерті (пасти): білила (цинкові, літопонові та двоокис титану); кольорові на основі одного пігменту (охра, залізний сурик, мумія) або їхньої суміші (блакитна, палева, бежева тощо) | Розводять оліфами, додають розчинник і сикатив. Для зовнішніх і внутрішніх робіт по дереву, металу і штукатурці | |
Рідкотерті (готові до використання) | Для зовнішніх і внутрішніх робіт по дереву, металу і штукатурці | |||
За призначенням розрізняють фарби для зовнішніх, внутрішніх робіт, загального споживання, термостійкі, електроізоляційні, хімічно стійкі, художні, спеціального призначення.
За консистенцією фарби бувають: густотерті (деякі види масляних фарб), готові до споживання, сухі (казеїнові клейові), пастоподібні (силікатні).
За кольором фарби: білила (масляні фарби), білі, чорні та кольорові.
За декоративними властивостями: молоткові, шагреневі, флуоресцентні, рефлексні.
За специфічними умовами експлуатації: тропікостійкі, для Крайньої Півночі, для забрудненої атмосфери тощо.
За способами нанесення: фарби, що наносяться пензлем, пневматичним розпиленням та ін.
За умовами сушіння: фарби холодного сушіння та гарячого сушіння.
Класифікація об’єктів техніки, паливі мастильних матеріалів.
Технічні об'єкти використання палив та олив | Палива | Оливи |
Бензинові двигуни: а) автомобільні; б) авіаційні | Бензини: а) автомобільні; б) авіаційні | а) моторні; б) авіаційні |
Дизельні двигуни: а) високообертні (автомобільні); б) середньо- і низькообертні. | а) дизельні; б) моторні | а) дизельні; б) моторні |
Повітряно-реактивні двигуни (турбореактивні двигуни) | Реактивні | Авіаційні (мінеральні, синтетичні) |
Стаціонарні парові котли, промислові печі | Котельні (топкові мазути) | Індустріальні |
Суднові енергетичні установки | Флотські мазути. малов'язке суднове паливо | Циліндрові |
Газотурбінні уста ювки (енергетичні, транспортні) | Газотурбінні | Моторні |
Побутові опалювальні установки, сільськогосподарські теплогенератори | Пічне побутове | Індустріальні |
Об’єкти застосовування олив | Оливи | |
Трансмісії, губчасті редуктори, черв'ячні передачі промислового устаткування | ||
Гідромеханічні передачі: гідромуфти, гідротрансформат ори | Гідравлічні, осьові, приладові, гальмівні оливи. | |
Енергетичне устаткування: а) підшипники турбоагрегатів, гідросистеми промислових механізмів; б) електроустаткування: трансформатори, конденсатори, кабелі та ін,; в) турбо- та поршневі компресори, холодильні агрегати | «імиріи міирпі клііппі |лдпмп Енергетичні: а) турбінні; б) електроізоляційні: трансформаторні, конденсаторні, кабельні, для вимикачів; в) компресорні | |
Проаналізувати склад і якість палив та мастильних матеріалів.
Паливом називають горючу речовину, яку спеціально спалюють для одержання тепла і подальшого його використання для інших потреб у сільськогосподарському виробництві. Воно повинно мати певні властивості, тобто відповідати таким основним вимогам: порівняно легко займатися; при згорянні виділяти якомога більше теплоти; бути поширеним у природі, доступним при видобуванні та дешевим при виробництві; не змінювати свої властивості при транспортуванні та зберіганні; бути нетоксичним і при згорянні не виділяти шкідливих та отруйних речовин.
Цим вимогам найбільш повно відповідають речовини органічного походження: нафта, природний газ, тверді горючі копалини тощо.
Склад паливаБудь-яке паливо складається з двох основних частин: горючої і негорючої (баласту). Горюча частина містить різні органічні сполуки, до яких входять такі хімічні елементи: вуглець (С), водень (Н), сірка (8), кисень (О), азот (К), а також ті неорганічні сполуки, які під час горіння палива, розкладаючись, утворюють легкі речовини.
Склад твердого і рідкого палива визначається у процентах за масою, газоподібного - у процентах за об’ємом.
Основними показниками якості є детонаційна стійкість, фракційний склад, тиск насичених парів і хімічна стабільність.
Мірою детонаційної стійкості бензинів є октанове число. октановим числом називається число, що виражає об'ємну частку изооктана в суміші з гептаном.
Мастильні матеріали — продукти переробки нафти або різні синтетичні речовини. їх вводять між поверхнями що труться для зменшення сили тертя та уповільнення зноса. Крім цього вони захищають матеріали від корозії, охолоджують поверхні тертя, видаляють продукти зносу, виконують функції робочої рідини в гідравлічних системах, працюють як теплоносії тощо. За походженням мастильні матеріали бувають органічними, неорганічними та елементоорганічними (складаються з органічних та неорганічних речовин ) а за агрегатним станом — рідкими, консистентними і твердимиЗа матеріалом основи мастила діляться на:
мінеральні - в їх основі лежать вуглеводні, продукти переробки нафти
синтетичні - виходять шляхом синтезу з органічного та неорганічного (наприклад, силіконові мастила) сировини
органічні - мають рослинне походження (наприклад: рицинова олія, пальмова олія)
Мастила можуть мати комбіновану основу.
Мастильні матеріали які при нормальній температурі (+20 °С) знаходяться у рідкому стані називають оливами. їх класифікують за певними ознаками. Спосіб виготовлення мастил впливає на певні властивості і визначає область їх використання: Дистилятні — продукти перегонки мазуту; Залишкові— очищені залишки перегонки нафти після виділення всіх видів моторного палива. Найпростіший представник — очищений мазут; Компаундовані ( змішані, комплексні) — суміш дистилятних і залишкових масел: Полімеризаційні (синтетичні) — органічні або елементоорганічні високомолекулярні сполуки (кремнійорганічні, поліметилсілоксанові, поліметил-фенілсілоксанові тощо); Регенеровані — матеріали з відновленою якістю відпрацьованих масел. За складом і фізико — хімічними властивостями вони наближаються до базових. Мастильні матеріали які при нормальній температурі знаходяться у мазеподібному стані, а при нагріванні переходять у рідкий називають консистентними (пластичними) змазками (мастилами) (від лат. consisto-гуснути). їх класифікують за температурою краплепадіння та за призначенням (мал.10.10). Тверді змазки (мастила) використовують для змащування механізмів, що працюють у вакуумі при температурах від -70°С до + 500°С, кріогенних рідинах (зріджений кисень, азот тощо), в агресивному середовищі, в устаткуванні де присутність рідких або консистентних мастильних матеріалів не припустимі (харчове обладнання, електронні прилади тощо). Рідкі мастильні матеріали Найважливішими властивостями та якісними характеристиками рідких мастильних матеріалів являються : — маслянистість; — хімічна стійкість; — температура застигання; — коксуємність; —температура спалахування ; — зольність; — в'язкість та її залежність від температури ; — наявність механічних домішок ;
Навести класифікації нафтопродуктів; палив за типом двигуна та мастильних матеріалів.

КЛАСИФІКАЦІЯ НАФТОПРОДУКТІВ
Згідно з міжнародним стандартом
ISO8681 (Internationalorganizationforstandardization) усі нафтопродукти класифікуються на п’ять основних класів забуквеними індексами.AISO8216/0 встановлює загальну класифікацію палива.


Проаналізувати нафту як основне джерело отримання палив і мастильних матеріалів.
Нафта – основне джерело отримання палив і мастильних матеріалів. Походження нафти і газу.
Нафта – це суміш вуглеводнів складної природи парафінового, нафтенового та ароматичного рядів, причому здебільшого парафінового та нафтенового; олефіни в нафті практично відсутні. Вміст основних видів вуглеводнів в нафті сильно змінюється в залежності від родовища.
При перегонці сирої нафти в якості основних фракцій отримують бензини (20-200 °С), керосин (175-275 °С), газойлі (200-400 °С) та змащувальні масла (300-500 °С). Кожну з цих фракцій можна розділити на більш вузькі: петролейний ефір, лігроїн, газолін, бензин-розчинник, очищений бензин, бензин для хімічної чистки; газойлі – легкі та важкі; котельне паливо (соляр) та змащувальні масла різних сортів. Гази, розчинені в сирій нафті, складаються з низьких парафінів і виділяються при нагріванні.
Невеликі кількості сірко-, азот- та кисневмісних сполук нафти майже не впливають на переробку.
Охарактеризувати питання первинної переробки нафти; фракції нафти.
Первинна переробка нафти яку проводять на АВТУ (рис. 1.7), дозволяє в одному технологічному процесі здійснювати випаровування і розділення її на окремі складові частини - фракції (дистиляти), що відрізняються температурою кипіння.
Процес розділення нафти на паливні, а мазуту на масляні дистиляти відбувається так. Нафта, що подається насосом 7, під тиском приблизно 1МПа проходить через теплообмінники дистилятів 6 і далі в невелику випарювальну колону 8, звідки легко кипляча (газоподібна) частина нафти надходить у ректифікаційну колону, а головна маса - в трубчасту піч 1. У печі, проходячи по змійовику нафта нагрівається до температури
.350 °С і частково випаровується. Суміш випаруваної нафти
Проаналізувати технологічні процеси переробки нафти і газу.
нафта – це горюча рідка корисна копалина, складна суміш, головним чином складається з вуглеводів, з домішкою органічних сірчистих, азотних та смолистих речовин. Нафта являє собою маслянисту рідину червоно-коричневого, іноді майже чорного кольору; зустрічається слабозафарбована у жовто-зелений колір та іноді зовсім безкольорова нафта.
Нафта– це продукт природного розкладання органічних залишків живих організмів у товщі земної кори. Під дією температури і тиску в присутності каталізаторів органічні речовини перетворилися на суміш рідких вуглеводнів різної будови і їхніх сполук з іншими елементами.Нафта – це пальна масляниста рідина зі специфічним запахом, розповсюджена в осадовій оболонці Землі і яка є найважливішою корисною копалиною.
Нафтопереробка – сукупність технологічних прийомів, які застосовуються для отримання товарних продуктів з сирої нафти.
Основні технологічні процеси переробки нафти складаються з наступних операцій:
1) обезвожування та обезсолювання;
2) стабілізація;
3) перегонка;
4) крекінг;
5) очистка.
Обезвожування, обезсолювання та стабілізація нафти
Видобута з надр нафта зазвичай містить сильномінералізовану бурову воду. Перегонка такої нафти складна та невигідна. Від бурової води та механічних домішок нафта може бути очищена тривалим відстоюванням у резервуарі. Підігрів знижує в'язкість нафти та пришвидшує відстоювання води. У багатьох випадках суміш нафти та бурової води створює стійку емульсію. Деемульгування нафти успішно відбувається термохімічним чи електричним способами. При термохімічному методі в емульсовану нафту вводяться при температурі 50о-70 оС деемульгатори, наприклад натрієві солі сульфокислот. Більше застосування отримав електричний метод, заснований на дії електричного поля високої напруги на емульсію; в результаті чого відбувається швидке відокремлення води від нафти.
Добута нафта містить розчинені гази – метан та його гомологи. При транспортуванні нафти та її зберіганні розчинені гази випаровуються, але забирають із собою і більш важкі вуглеводні. Для того, щоб завадити цьому застосовується герметизація нафтосховищ чи обладнуються резервуари з плаваючими кришками тощо. Гази та легкі бензинові фракції в подальшому переробляються на газобензинових установках з отриманням так званого газового бензину та зжиженого сухого газу. Пряма або фракційна перегонка нафти
Практично вся сира нафта після попереднього очищення піддається перегонці на фракції, фракційна перегонка заснована на різниці в температурі кипіння окремих фракцій вуглеводнів, близьких за фізичними властивостями.
Кипіння суміші починається при температурі, рівній середній температурі кипіння складових частин. При цьому в пароподібну фазу переважно переходять низькокиплячі компоненти, а в рідкій залишаються висококиплячі. Якщо пароподібну фазу, що утворилася, відвести й остудити, з неї конденсується рідка фаза. У цю фазу перейдуть переважно висококиплячі компоненти, а в пароподібній фазі залишаться переважно леткі компоненти.
Таким чином з вихідної суміші одержують три фракції. Одна з них, що залишилася рідкою при кипінні, містить переважно висококиплячі компоненти; друга, що сконденсувалася. має склад, близький до складу вихідної суміші; третя, пароподібна, містить переважно низькокиплячі компоненти.
За рахунок однократних або багаторазових процесів кипіння і конденсації отриманих фракцій можна домогтися досить повного поділу низько- і висококиплячих компонентів. Така перегонка дозволяє розділити нафту на фракції за температурами їхнього кипіння.
Технологічний процес перегонки складається з чотирьох операцій:
· нагрівання суміші,
· випаровування,
· конденсації,
· охолодження отриманих фракцій.
Нагрівання нафти і нафтопродуктів здійснюються в трубчастих печах, поділ сумішей на фракції проводиться в ректифікаційних колонах
Крекінг нафтопродуктів
Крекінг нафтопродуктів полягає в розщепленні довгих молекул вуглеводів, що входять у висококиплячі фракції, на більш короткі молекули легких, низько киплячих продуктів.
Термічний крекінг. Первинний прямий перегін нафти дає порівняно мало бензину – 4-25% з різних нафт. Збільшення виходу бензину досягається застосуванням вторинної переробки більш важких нафтових фракцій, а також мазуту за допомогою методів деструкції, що дозволяє підвищити вихід бензину в кілька разів.
У залежності від виду сировини і необхідної якості одержуваної продукції в нафтопереробній промисловості застосовують різні технологічні способи переробки сировини.
Без застосування каталізаторів: термічний крекінг у рідкій і паровій фазах, піроліз, коксування, окиснювальний крекінг і окиснювальний піроліз.
Із застосуванням каталізаторів: каталітичний крекінг, гідрогенізаційний крекінг (деструктивна гідрогенізація), каталітична ароматизація (дегідрогенізаційний крекінг).
В основі цих методів лежать процеси перетворення вуглеводнів, що складають нафту чи нафтопродукт, під впливом нагрівання до температур 400-700 °С и вище і при різному тиску, у результаті чого одержують газоподібні, рідкі і тверді продукти.
Піроліз. Основне призначення процесу піролізу вуглеводневої сировини - одержання нижчих алкенів. Процес ведуть при 700-1000 °С під тиском, близьким до атмосферного.
Навести загальну характеристику нафтогазового комплексу України.
Загальна характеристика нафтогазового комплексу України
Нафтогазовий комплекс України - галузь важкої промисловості, підприємства якої розвідують, добувають і переробляють нафту і газ , їх транспортують і зберігають.
Нафтогазова галузь є найважливішою складовою паливно-енергетичного комплексу України. Частка нафти і газу в балансі споживання первинних енергоресурсів складає близько 60%. Природний газ - пріоритетний енергоресурс; його частина в енергобалансі становить більше 40%.
Головними нафтогазовими галузями України:
Дніпровсько-Донецька область (західний регіон);
Карпатська область (східний регіон);
Причорноморсько-Кримська область (південий регіон).
Нажаль Нафтова промисловість України характерізується низько показники, хоча потенційні возможности її відобутку можут буті більшімі. Власної нафти в Україні не вистачає (майже 90% завозиться з Росії).
Висновок:
Нафтогазова промисловість є енергетичною основою для сталого економічного та соціального розвитку государства. Украіна належить до країн з дефіцитом власних природних вуглеводневих ресурсів. Задовольняючи потребу в газі за рахунок власного видобутку на 23-25%, в нафті - на 12-15%, нафтогазова галузь України забезпечує енергоносіями промисловість і житлово-комунальний сектор країни. Інший обсяг природного газу держава імпортує з Російської Федерації, нафта і нафтопродукти - в основному, з Російської Федерації, а також Казахстану, Білорусі, Азербайджану, Прибалтики і в незначних обсягах з інших країн.
Охарактеризувати роль нафти і газу в економіці держави.
За міжнародними показниками, Україна не бідна в енергетичному відношенні держава: при території, що дорівнює 0,4% світової, сировинні запаси надр України складають 5% світових.
Територія України відноситься до одного з настаріших у світі районів видобутку нафти. Про її наявність у надрах України відомо давно. Ще в ІІІ ст. до н.е. на Керченському півострові відзначали прояви нафти. У Галичині в XІІІ ст. застосовували «скельне масло», тобто нафту, яку використовували для медичних потреб і змащування коліс возів.
Родовища нафти і їх розміщення. На території України відкрито 126 нафтових родовищ з промисловими запасами, які розташовані в трьох географо-геологічних регіонах на території 10 адміністративних областей: 1) Прикарпатський прогин, або західний регіон (Івано-Франківська, Львівська, Чернівецька області) – 40 родовищ.
2) Дніпровсько-Донецька западина, або східний регіон (Чернігівська, Сумська, Полтавська, Харківська, Дніпропетровська області) – 76 родовищ.
3) Причорноморсько-Кримський, або південний регіон (Одеська область і АР Крим) – 10 родовищ.
Незважаючи на те, що східний регіон відкритий практично в післявоєнний період, його частка в поточному видобутку є вирішальною і складає близько 75%. У західному регіоні видобувається трохи більше 20%, а інше – в південному регіоні (Крим).
Визначальною особливістю запасів нафти України є належність їх основних обсягів до найбільш низької промислової категорії С1, прогнози щодо якої характеризуються і найнижчою надійністю й підтвердженням в процесі розробки родовищ.
З наявних поточних запасів нафти, що видобуваються, 71,5%, або 104,77 млн. т, належать до категорії С1 і лише 28,7% (42,25 млн. т) – до вищих категорій А+В.
Динаміка видобутку нафти в Україні. Основний розвиток нафтовидобувної промисловості України припадає на післявоєнний період. У 50–60-ті роки ХХ ст. було різко збільшено об'єми геологорозвідувальних робіт на нафту в західному і особливо в східному регіонах. Якщо в 1950 р. на нафту було пробурено 43 тис.м розвідувальних свердловин, то в 1964 р. – 297,8 тис. м. Все це зумовило відкриття нових порівняно великих нафтових родовищ.
Однією з головних причин зниження видобутку нафти є недостатня сировинна база, розвитку якої останніми роками приділялася мало уваги. Тому різко знижувалися і прирости запасів. Практика і досвід показують, що для забезпечення стабілізації видобутку нафти щорічний приріст запасів повинен в 2,5–5 разів перевищувати рівень видобутку. На жаль, в Україні цього не відбувалося. За 1971–1975 рр. видобуто 61,4 млн. т, а запаси прирощені на 53,5 млн. т, за 1976–1980 рр. – видобуто 57,2 і прирощено 20,5 млн. т нафти.
Становище трохи покращилося в 1981–1985 рр., коли було прирощено 44,6 млн. т нафти, а видобуто 25,7 млн. т, тобто приріст запасів в 1,88 раза перевищив об'єм її видобутку. Це позначилося на видобутку нафти в подальші роки, оскільки створювалися сприятливі умови для її стабілізації. Але вони не були реалізовані. У 1986–1992 рр. приріст розвіданих запасів практично дорівнював об'ємам видобутку нафти, а з 1994 р. він значно нижчий за фактичні об'єми видобутку. Тому щорічні темпи падіння видобутку нафти в 1991–1995 рр. збільшилися до 7–9%
За останніми оцінками фахівців, потенційні нерозвідані ресурси нафти на суші складають більш ніж 780 млн. т. Це надійна основа для нарощування розвіданих запасів нафти, яка дозволяє на основі вказаних ресурсів вирішувати питання швидкої стабілізації рівнів видобутку нафти в Україні і можливого його зростання. Ці оцінки підтверджують і геологічні передумови.
Відкриття родовищ газу і їх розміщення. Початок розвитку газової промисловості в Україні характеризувався як використанням газу, який видобувався на нафтових (нафтогазових) родовищах разом з нафтою (супутній нафтовий газ), і газу, що отримується з вугілля при його коксуванні (коксовий газ) або в процесі підземної газифікації (газ підземної газифікації), так і відкриттям і введенням в експлуатацію перших невеликих газових родовищ.
Газовидобувна промисловість в Україні, як і нафтовидобувна, заснована в Прикарпатті – найстарішому нефтогазопромисловому регіоні Європи. Супутній газ нафтових родовищ тут почали використовувати в котельнях ще на початку XX ст.
Роль нафти і газу в розвитку економіки. Нафта, газ і продукти їх переробки мають величезне значення сьогодні для функціонування економіки і життя населення і матимуть ще більше значення в перспективі.
У процесі переробки нафти, як вже зазначалося, отримують автомобільний бензин різних марок, дизельне пальне, мазут, освітлювальний газ, пічне паливо, нафтобітум, електродний кокс, моторні й індустріальні мастила, пластичні мастила і змащувально-охолоджуючі рідини, парафіни, розчинники (бензол, толуол), етилен і т.п.
Природний газ широко використовується як паливо на теплоелектроцентралях, які виробляють електричну і теплову енергію для великих міст, у виробництві будівельних матеріалів, комунально-побутовому господарстві, а також найбільше споживається промисловістю України, зокрема металургійною, цементною і хімічною (мал. 8.31). Остання використовує газ як сировину для виробництва мінеральних добрив, отримання етилену і пропілену, з яких виробляють пластичні маси, синтетичний каучук, штучні волокна і т.п. Застосування природного і супутнього нафтового газу дозволяє істотно спростити і прискорити безліч важливих технологічних процесів.
Визначити фізико-хімічні та експлуатаційні властивості моторних палив.
Нафтові палива поділяються на 8 груп:
бензини автомобільні
бензини авіаційні
реактивні палива
дизельні палива
котельні палива
важкі моторні палива
газотурбінні палива
пічне паливо
Експлуатаційними властивостями називаються властивості, які проявляються при застосуванні нафтопродуктів або при експлуатації механізмів у яких нафтопродукти застосовуються.
Експлуатаційні властивості карбюраторних палив (бензинів)
Бензин - суміш легкокипящих рідких у / в різної будови, переважно З 4 - З 12 з температурою кипіння 40-200 ° С для автомобільного та 40-180 ° С для авіаційних бензинів.
Вимоги до бензинів:
Паливо повинно створювати однорідну паливно-повітряну суміш необхідного складу при будь-яких температурних умовах.Добре випаровуватися, мати хороші пускові властивості, забезпечувати швидкий прогрів двигуна, не чинити вплив на знос циліндрів, неутворювати відкладень.
Паливно-повітряна суміш повинна згоряти з можливо більшою теплотою за відведений час, тобто мати високу теплоту згоряння, згоряти з нормальною швидкістю без виникнення детонації, згоряти повністю, утворювати мінімальна кількість токсичних продуктів горіння, не утворити нагару, неутворювати корозійно-агресивних продуктів згоряння .
Пальне має добре транспортуватися, зберігатися і подаватися в систему живлення двигуна в будь-яких кліматичних умовах, тобто не окислюватися при зберіганні, мати низьку температуру застигання і помутніння, не містити механічних домішок, води, що не утворювати парових пробок, неутворювати відкладень.
Пальне має бути недорогим, максимально нетоксичним. Виробництво повинно бути забезпечено широкими сировинними ресурсами.
Основними показниками якості є детонаційна стійкість, фракційний склад, тиск насичених парів і хімічна стабільність.
Мірою детонаційної стійкості бензинів є октанове число. октановим числом називається число, що виражає об'ємну частку изооктана в суміші з гептаном.
Для изооктана детонаційна стійкість прийнята рівною 100%, а для нормального гептану - 0%. Якщо, наприклад, випробуваний бензин за своєю детонаційної стійкості виявився при випробуваннях еквівалентним суміші з 80% изооктана і 20% нормального гептану, то октанове число вважається рівним 80.
Чим вище цифра за октановим числом, тим краще бензин, так як бензин найбільш близький до чистого ізооктаном.
Методи визначення октанового числа: моторний і дослідницький
Моторний метод застосовується для бензинів, які застосовуються для двигунів з малим ступенем стиснення, тобто для менш відповідальної техніки.
Дослідницький метод застосовується для бензинів, які застосовуються для двигунів з високим ступенем стиснення (для двигунів, що працюють в умовах міста, в умовах частих зупинок, частих гальмувань, нерівномірних навантажень).
Отримані різними методами ОЧ відрізняються один від одного. Різниця між ними називають чутливістю бензинів. Ця величина характеризує можливі відхилення детонаційної стійкості в реальних умовах експлуатації від стійкості, яка визначається лабораторними методами. Чим вище чутливість бензину, тим вище його детонаційна стійкість (2 ÷ 12 одиниць).
Фракційний склад
Від фракційного складу карбюраторних палив залежать умови пуску, тривалість прогріву, зносостійкість двигуна, повнота згоряння палива. Для характеристики фракційного складу бензину в стандарті вказується температура, при якій переганяється 10, 50, 90% бензину, а також температура початку і кінця перегонки. Обмежується кількість бензину, яка не переганяється (залишок у колбі), кількість бензину, яке випаровується процесі перегонки.
Потемпературі перегонки 10% бензину судять про наявність у ньому головних (пускових) фракцій, від яких залежить легкість пуску холодного двигуна. Чим нижче температура, тим легше і швидше можна пустити холодний двигун, тому що велика кількість бензину буде потрапляти в циліндри впаровій фазі. Особливо важливо, щоб температура перегонки 10% була невисокою в бензинів, що використовуються при низьких температурах повітря.
Після пуску двигуна інтенсивність його прогріву, стійкість роботи на малій частоті обертання валу і прийомистість (інтенсивність розгону автомобіля) залежать головним чином від температури перегонки 50% бензину . Чим нижче ця температура, тим легше випаровуються середні фракції бензину, забезпечуючи надходження в непрогрітий ще двигун горючої суміші необхідного складу, стійку його роботу на малій частоті обертання вала двигуна і хорошу прийомистість
По температурі перегонки 90% і температурі кінця кипіння судять про наявність у бензині важких, трудноіспаряющіхся фракцій, про інтенсивність і повноті згоряння робочої суміші, про потужності, що розвивається двигуном, про кількість витрачається палива. Бажано, щоб температура була по можливості більш низькою для забезпечення випаровування всього бензину, що надходить у циліндри двигуна. Застосування бензину з високою температурою кінця кипіння призводить до підвищення зносу циліндрів і поршневої групи. Для нормальної роботи двигуна важливе значення має рівномірність розподілу робочої суміші по окремих циліндрах. Вона забезпечується повнотою випаровування бензину і характеризується температурами википання 90% і кінцем кипіння бензину. При високих значеннях цих температур найбільш висококиплячі фракції бензину не встигають випаруватися у впускному трубопроводі двигуна і в вигляді рідкої плівки надходять в циліндри.Внаслідок неповного згоряння бензину в камері згоряння підвищується його витрата і знижується економічність і потужність двигуна.
За величиною втрат при перегонці судять про схильність його до випаровування при транспортуванні і зберіганні. Бензин з підвищеними втратами при перегонці інтенсивно випаровується в жарку пору року.
Тиск насичених парів.
ДНП (пружність насиченої пари) - тиск пари, що знаходиться в рівновазі з рідиною або твердим тілом при даній температурі. Є одним з показників випаровуваності моторних палив. За ДНП можна судити:
Про наявність легкоиспаряющихся фракцій в бензині, здатних утворювати парові пробки, чим вище тиск насичених парів, тим більше небезпека утворення парових пробок при роботі двигуна;
Про пускових властивостях бензину: чим вище ДНП, тим краще пускові якості бензину;
Про можливі втрати бензину при зберіганні;
Про вогненебезпечності.
ДНП залежить від температури перегонки, зменшуючись з її підвищенням.
Хімічна стабільність
У процесах зберігання, транспортування та застосування карбюраторних палив можливі зміни в їх хімічному складі, що викликаються, в першу чергу, реакціями окислення і полімеризації. Хімічну стабільність автомобільних бензинів характеризують тривалістю індукційного періоду, вмістом смол. Високою хімічною стабільністю мають компоненти, що не містять алкенів - прямогонні бензини, бензини каталітичного риформінгу, алкілат. У бензинах коксування, термічного і каталітичного крекінгу, навпаки, в помітних кількостях містяться алкени. При зберіганні і транспортуванні ці компоненти товарного бензину легко окислюються з утворенням смол. Для підвищення хімічної стабільності до палив, додають антиокислювальні присадки.
Теплота згоряння
Є однією з важливих характеристик палив. Вона виражається кількістю тепла, що виділяється при повному згорянні 1 кг палива в кисні, і визначає енергію, яке повідомляє паливо двигуну. Ця кількість тепла залежить від відносного вмісту вуглецю і водню в паливі, тобто від його елементного, вуглеводневої складу. Найбільшою теплотою згоряння має водень 121100 кДж / кг (вуглець 34100кДж/кг). Тому вуглеводні багаті воднем (наприклад, парафінові) мають велику масову теплоту згоряння, ніж вуглеводні з меншим вмістом водню (ароматичні). Теплота згоряння різних марок бензину різного компонентного складу практично однакова і в даний час не визначається.
Проаналізувати екологічні властивості моторних палив.
Покращення екологічних властивостей бензинів, в першу чергу з допомогою миючих або багатофункціональних присадок, необхідно і для забезпечення оптимальної і ефективної роботи нейтралізаторів. В ході експериментальних досліджень встановлено, що багатофункціональні миючі пакети присадок володіють наступними властивостями:
знижують витрати палива;
збільшують на 3-4% потужність і покращують динамічні характеристики двигуна;
знижують димність і токсичність відпрацьованих газів;
видаляють нагар з розпалювачів форсунок, поршнів, свічок запалювання, клапанів і стінок камер згоряння;
відновлюють задані параметри розпилювання палива;
усувають гартівне запалювання;
зменшують імовірність детонації двигуна при роботі на низькосортних бензинах;
зв’язують і видаляють вологу з паливної системи.
Бензини з миючим пакетами присадок забезпечують екологічну чистоту, більш високі динамічні характеристики і підвищений ресурс двигуна.
Універсальним методом регулювання екологічних властивостей палива в потрібному напрямку є застосування ефективних багатофункціональних нано- ирисадок (6-го покоління) до вуглеводневого палива, які виготовлено із застосуванням на- нотехнологій.
Присадка - препарат, який добавляться в паливо у невеликих кількостях для поліпшення його експлуатаційних властивостей. Багатофункціональні присадки до палива - це суміш синтетичних хімічних речовин призначених для видалення нагару, осаду з усієї паливної системи, спалювання їх в процесі згоряння палива без шкоди для каталітичного нейтралізатора. Присутність води і відкладень в паливній системі сучасного автомобіля призводить до цілого ряду несправностей в роботі двигуна. Деякі з цих проблем вирішує нанонрисадка, створена російськими винахідниками і призначена для отримання екологічно чистого ресурсозберігаючого палива.
+Відомі присадки на основі ароматичних амінів є хорошими компонентами, що підвищують октанове число автомобільних бензинів. Однак, через схильність до утворення смол, органічних осадів і відкладень в системі подачі палива, фазової нестабільності і можливості погіршення корозійної властивості та для усунення зазначених недоліків присадок, до складу бензину вводять миючі та антикорозійні компоненти.

Урок №4
Компетенції №4
1. Допоміжні матеріали.
2. Захист поверхні деталей машин від корозії.
3. Види антифрикційних матеріалів та їх застосування.
4. Загальні відомості про пластмаси.
Конспект:




Урок №3
Компетенція №3
Чавун та його застосування
Чавун — це сплав заліза з вуглецем (з вмістом від 2,14 до 6,67 % С).
У машинобудуванні застосовують чавуни, які містять від 2,14 до 4,5 % вуглецю.
Чавун порівняно з вуглецевою сталлю характеризується кращими ливарними і гіршими пластичними властивостями.
Механічні властивості чавуну залежать від двох чинників: кількості, розміру, форми і розподілу графітових вкраплень; структури металевої основи.
Перший чинник має вирішальне значення, оскільки графітові вкраплення, розміщуючись у чавуні і утворюючи ніби надрізи в металевій основі, ослаблюють Його міцність (особливо при великих вкрапленнях). При дрібних графітових вкрапленнях чавун має високі механічні властивості.
Характер і ступінь графітизації зумовлюється швидкістю тверднення і охолодження чавуну. Чим повільніше відбувається процес тверднення й охолодження, тим краще розкладається карбід заліза, тим більше виділяється графіту.
Другим чинником впливу на міцність чавуну є структура його металевої основи.
Нормальна структура сірого чавуну (без добавляння легувальних елементів і без термообробки) є феритною чи перлітною, а проміжна між ними — феритно-перлітною металевою основою.
Найбільш бажана металева основа чавуну — перліт із вмістом 0,8 % зв'язуючого вуглецю Fe3C. Чавуни з феритною і феритно-перлітною основою мають знижену міцність, порівнюючи з перлітним чавуном, але вони характеризуються підвищеною в'язкістю, оскільки в них менше або зовсім немає зв'язуючого вуглецю.
Щоб підвищити механічні властивості чавуну, перед розливанням у форми в рідкий чавун додають модифікатор у вигляді розмеленого силікокальцію чи феросиліцію в кількості 0,1...0,4 % від маси чавуну. Модифікатори розкиснюють чавун, утворюють силікатні вкраплення, які є центрами графітизації і гальмують ріст зерен графіту. Це дає змогу одержувати високоміцний чавун з кулястим графітом.
Вплив домішок на структуру і властивості чавуну
Вуглець визначає структуру і властивості чавуну. В чавуні він може бути в структурі цементиту або графіту. Графіт у чавуні має пластинчасту, кулясту і пластівцеву форму.
Виділення вуглецю у вигляді графіту надає чавуну кращих ливарних властивостей.
Манган збільшує крихкість чавуну, поліпшує рідкотекучість. Він сприяє відбілюванню чавуну, тобто утворенню хімічної сполуки Fe3C (цементиту). У чавунах міститься 0,5... 1,0 % мангану.
Силіцій сприяє графітизації чавуну, тобто утворенню сірого чавуну. Він утворює із залізом хімічні сполуки (FeSi, Fe3Si2, які називають силіцидами. Силіциди переходять у твердий розчин із залізом, знижують розчинність вуглецю в залізі, сприяють розпаду цементиту з виділенням графіту.
Графітизувальні дії силіцію практично обмежуються 3,5 % його вмісту в чавуні. Змінюючи вміст силіцію в чавуні, можна регулювати в ньому співвідношення між зв'язуючим вуглецем і графітом. Чим більше силіцію, тим більше виділення графіту, а отже, тим менша міцність такого чавуну, нижча твердість — краще обробляється.
Силіцій сприяє деякому зниженню температури плавлення, покращує рідкотекучість.
Сірка є шкідливою домішкою. Вона сприяє відбілюванню чавуну; значно знижує його рідкотекучість та зумовлює крихкість і схильність до утворювання тріщин. Тому вміст сірки обмежується 0,08...0,12 %. Наявність сірки в чавуні затримує розпад цементиту, збільшує усадку, зумовлюючи таким чином утворення структури білого чавуну. При цьому в чавуні з'являються тверді плями, що погіршує його обробку різанням і механічні властивості.
Фосфор у невеликій кількості є корисною домішкою. Він майже не впливає на структуру чавуну, оскільки не прискорює і не сповільнює графітоутворення. Від наявності фосфору в твердому розчині твердість чавуну підвищується, а в'язкість значно знижується, що спричинює погіршення механічних властивостей чавуну. Фосфор поліпшує ливарні властивості: знижує температуру плавлення, збільшує рідкотекучість і сприяє якісному заповненню форми. Тому для лиття тонкостінних виробів беруть чавун із підвищеним вмістом фосфору (1,0... 1,25 %), а для звичайного лиття — 0,1...0,9 % Р.
Види чавунів, їх маркування і застосування
Залежно від хімічного складу і структури чавуни бувають: білі, сірі, ковкі, високоміцні і спеціальні.
Білий чавун має обмежене застосування через високу твердість і крихкість. У білому чавуні майже весь вуглець перебуває у хімічно зв'язаному стані — у вигляді цементиту Fe3C. Білий чавун дуже твердий, він майже не піддається обробці різанням і в машинобудуванні сільськогосподарської техніки не застосовується, його використовують для виробництва сталі, ковкого чавуну, тому називають Переробним.
Сірий чавун широко застосовують у машинобудуванні завдяки його високим ливарним, антифрикційним властивостям, задовільній обробці різанням, зносостійкості. Проте для нього характерні невисоке значення границі міцності при розтягуванні, дуже низька пластичність.
Границя його міцності при розтягуванні σΒ= 120...380 МПа, твердість 145...270 НВ, відносне видовження δ = 0,2...0,8 %.
Механічні властивості чавунів характеризуються їх структурою й умовами (у визначенні не тільки хімічного складу). Стандарти регламентують не хімічний склад чавунів, а їхні властивості, які й позначають у марках чавунів. Наприклад, марка СЧ 20 позначає сірий чавун з границею міцності при розтягуванні σв = 200 МПа. В машинобудуванні застосовують марки сірих чавунів СЧ 10...СЧ 45 (остання цифри «0» або «5»).
Сірі чавуни містять постійні домішки в такій кількості: 3,0...3,5 % вуглецю, 1,5...3,0 % силіцію, майже 0,8 % мангану, до 0,12 % сірки і 0,3...0,9% фосфору.
У сірих чавунах вуглець частково або повністю перебуває у вільному стані у формі пластинчастого графіту. За цього в зломі має сірий колір. Інколи в структурі чавуну крім графіту утримується ледебурит. Такий сіро-білий чавун називають Половинчастим. Основні його властивості: висока твердість, крихкість і низька міцність.
Отже, змінюючи вміст і співвідношення постійних домішок, можна в певних межах змінювати структуру чавуну і його властивості.
Залежно від розпаду цементиту одержують основи сірих чавунів, які складаються: з фериту, їх називають Феритними Чавунами; з фериту і перліту — Феритно-перлітними; З перліту — Перлітними. Найміцнішими вважають перлітні чавуни.
Сірий чавун широко застосовують в автотракторному і сільськогосподарському машинобудуванні для виробництва деталей методом лиття. З нього виготовляють станини металорізальних верстатів, блоки і гільзи автомобільних і тракторних двигунів.
Щоб вибрати марку чавуну для конкретної деталі, потрібно обумовити, в яких умовах працює ця деталь і порівняти технологічні та механічні властивості вибраної марки для забезпечення технічних умов роботи деталі в механізмі.
У довідниках, каталогах та іншій літературі наводять перелік чавунів (інших марок сплавів) для конкретних деталей. Наприклад, феритний сірий чавун марки СЧ 10 призначений для виготовлення слабко - і середньонавантажених деталей: кришок, фланців, маховиків, дисків зчеплення та ін. Феритно-перлітний чавун марки СЧ 20 застосовують для деталей, які працюють при підвищених статичних, динамічних навантаженнях: блоки, поршні та головки циліндрів. Перлітні сірі (модифіковані) чавуни СЧ ЗО, СЧ 40 мають високі механічні властивості. їх використовують для виготовлення гільз циліндрів, розподільних валів та ін.
Ковкий чавун має графітні вкраплення пластівчастої форми (рис.). Він міцніший і пластичніший від звичайного сірого чавуну, має вищу в'язкість.
Щоб отримати ковкий чавун використовують білі чавуни (приблизно) такого складу: 2,5...3,2% вуглецю, 0,6...0,9 силіцію, 0,3...0,4 мангану, 0,1...0,2 фосфору і не більш як 0,06...ОДО % Сірки.
До структури білого чавуну входять перліт, ледебурит і цементит. Під час томління цементит, що є в чавуні, розпадається на ферит і графіт або на перліт і графіт: у першому випадку чавун буде феритним, а в другому — перлітним. Залежно від ступеня графітизації ковкий чавун може бути і феритно-перлітним. Різного ступеня графітизації досягають зміною умов відпалювання. Відмінність структур чавунів зумовлює і відмінність їхніх властивостей. Наприклад, феритний ковкий чавун порівняно з перлітним має меншу твердість і більшу пластичність.
Для одержання ковкого чавуну білий чавун нагрівають до 950... 1000 °С і після тривалого витримування охолоджують з малою швидкістю до кімнатної температури.
Щоб отримати ковкий феритний чавун, застосовують двостадійне відпалювання: першу стадію графітизації проводять за температури близько 1000 °С, тривалістю 30...40 год, другу стадію — при 740 °С, тривалістю 20...ЗО год.
Ковкий чавун має такий склад: 2,2...3,0% вуглецю; 0,7...L5 % силіцію; 0,2...0,6 % мангану; до 0,2 % фосфору і до 0,1 % сірки. Його виплавляють в електропечах. Злом чавуну, структурою якого є ферит і графіт, буде темним.
Ковкий чавун маркують літерами КЧ і цифрами, дві перші з яких позначають границю міцності при розтягуванні, а останні — відносне видовження. Наприклад, марка КЧ 30-6 означає: КЧ — ковкий чавун; 30 — границя міцності при розтягуванні (σв = 300 МП а) і 6 — відносне видовження (δ = 6 %).
Ковкий чавун широко використовують в сільськогосподарському машинобудуванні для виготовлення деталей, які в процесі роботи витримують ударні навантаження (зубчасті колеса, шестерні, ланки ланцюгів, зірочки, пальці різального апарата зернозбирального комбайна та ін.), деталей сівалок, зерноочисних машин, механізації тваринництва (корпуси водопровідних вентилів, кранів та ін.)
Високоміцний чавун. Міцність чавуну залежить від кількості і форми вкраплення графіту. Додавання в рідкий сірий чавун 0,5 %
Магнію від маси чавуну сприяє утворенню дрібнозернистої структури. При цьому утворюються часточки графіту кулястої форми (рис. ), яка унеможливлює наявність гострих надрізів усередині металевої основи. Тому міцність, пластичність і в'язкість чавуну значно підвищуються.
Високоміцний чавун (як і сірий) поділяють на марки залежно від механічних властивостей, причому основним показником є границя міцності при розтягуванні. Механічні властивості залежать від структури металевої основи, яка може бути перлітною, феритно-перлітною і феритною. Ліпшою є структура, яка складається з перліту і графіту кулястої форми, обмежених невеликими (білими) кільцями фериту.
Маркується високоміцний чавун літерами ВЧ (високоміцний чавун) і цифрами, дві перші з яких показують границю міцності при розтягуванні, а останні — відносне видовження. Наприклад, марка ВЧ 800-2 означає, що чавун цієї марки має σ„ = 800 МПа, δ«2%.
Високоміцні чавуни є замінником литої і штампованої сталі. Тому з такого чавуну виготовляють відповідальні ші деталі машин і двигунів — гільзи циліндрів, колінчасті вали, деталі супортів металорізальних верстатів, лапки бурякозбирального комбайна та ін.
Чавун з вермикулярним графітом призначений для одержання виливків. Він має структуру графіту вермикулярної (червоподібної) форми з вкрапленням до 40 % Кулястого та 10 % пластинчастого графіту.
Для виготовлення виливків призначені такі марки чавуну: ЧВГ 300-4, ЧВГ 300-5, ЧВГ 400-4, ЧВГ 500-1.
Умовне позначення марки чавуну з вермикулярним графітом, наприклад ЧВГ 300-4, означає: Ч — чавун; ВГ — вермикулярний
Графіт; 300 — границя міцності при розтягуванні, виражена в мегапаскалях (300 МПа); 4 — відносне видовження, виражене у відсотках (4 %).
Леговані чавуни зі спеціальними властивостями. До цих чавунів належать: антифрикційні, які забезпечують низький коефіцієнт тертя; жаростійкі, що мають підвищену стійкість до окиснення і корозії.
Щоб одержати чавуни зі спеціальними властивостями, їх легують нікелем, хромом, молібденом, титаном, алюмінієм і міддю. Відповідно змінюються структура і властивості чавунів.
Антифрикційні чавуни характеризуються пер літною структурою металевої основи, наявністю великої кількості вкраплень графіту. При цьому перлітна основа утворює достатню міцність деталі, фосфідна евтектика забезпечує підвищення зносостійкості, а вбирання і утримування мастила відбувається у місцях розміщення графіту.
Більшість антифрикційних чавунів містять у невеликій кількості хром, титан, мідь та інші елементи.
Антифрикційні чавуни маркують так: АЧС-1, АЧС-2, АЧС-4, АЧС-5, АЧС-6, АЧК-1, АЧК-2, АЧВ-1, АЧВ-2, що означає: АЧС — антифрикційний чавун сірий; АЧК — антифрикційний чавун ковкий; АЧВ — антифрикційний чавун високоміцний; число в кінці марки означає порядковий номер. Порядковий номер вказує на хімічний склад антифрикційного чавуну: АЧС-1 (3,2...3,6 % С; 1,3...2 % Si; 0,6...1,2% Μn; 0,2...0,5% Cr; 0,8... 1,6 % Си; 0,15...0,4 % Ρ; 0,12% S); АЧС-2 (3,0..3,8% С; 1,4..2,2 Si; 0,3... 1,0 Μn; 0,2...0,5% Cr; 0,2...0,5% Νί; 0,03...0,1% Ті; 0,2.0,5% Си; 0,151...0,40% Ρ; 0 12 % S); АЧК-2 (2 6 30% С; 08 13% Si; 0 2 06% Μn; до 0,25 % Ρ; 0,12% S); АЧВ-1 (2,8...3,5% С; 1,8...2,7% Si; 0,6...1,2% Μn; 0,7 % Си; 0,03...0,08 % Mg; 0,20 % Ρ; 0,03 % S).
Із антифрикційних чавунів виготовляють деталі тертя (втулки, вкладиші, підшипники ковзання, ролики, ущільнення та ін.).
Жаростійкі чавуни.
Леговані чавуни з відповідним вмістом алюмінію, силіцію, хрому, нікелю мають підвищену жаростійкість. Крім того, вони забезпечують стабільність структури при нагріванні.
Жаростійкі чавуни маркують так: ЖЧХ-2,5 — жаростійкий хромовий чавун з вмістом 2,5 % Сг; ЖЧЮХ — жаростійкий алюмінієво-хромовий чавун з вмістом 1 % А1 і 1 % Сг; ЖЧЮ6С5 — жаростійкий алюмінієво-силіцієвий чавун з вмістом 6 % А1 і 5 % С.
Такі чавуни застосовують для виготовлення деталей прес-форм, елементів плунжерних пар машин для лиття під тиском, штампів гарячого деформування та ін.Чавун - це сплав заліза з вуглецем та домішками (Sі, Mn, S, P, O2 , Н2 , N2 ), в якому вуглецю більше як 2,14 %.
Чавуни доцільно класифікувати за призначенням на: білі, сірі, ковкі, високоміцні і антифрикційні.
Білі чавуни - це чавуни, в яких вуглець перебуває у зв'язаному стані, у вигляді цементиту (Fe3C). Їх можна класифікувати за структурою: до евтектичні (вміст вуглецю від 2,14 до 4,3 %); евтектичні (вміст вуглецю 4,3 %); заевтектичні (вміст вуглецю від 4,3 до 6,67 %).
Білі чавуни в основному використовують для переробки у сталь. В окремих випадках для виготовлення виробів, які не піддаються високим навантаженням.
Сірі чавуни - це чавуни, в яких вуглець перебуває як у зв'язаному стані (Fe3C) так і в вільному у вигляді графіту. Сірі чавуни маркуються буквами СЧ з цифрою, яка вказує мінімальну границю міцності на розрив або розтяг.
Згідно ДСТУ є такі марки сірого чавуну: СЧ12, СЧ15, СЧ18, СЧ21, СЧ24, СЧ25, СЧ32, СЧ35, СЧ40, СЧ45. Сірі чавуни використовуються для виготовлення різних відливок для сільськогосподарських машин і побутової техніки. У структуру сірих чавунів обов'язково входить фаза графіт у вигляді пластинок. Це дозволяє в деякій мірі підвищити пластичність у порівнянні з білими чавунами.
Ковкий чавун - умовна назва м'якого і в'язкого чавуну, який одержують з білого чавуну шляхом відливанням з подальшою термічною обробкою. Його не кують, але він набагато пластичніший за сірий чавун. Ковкий чавун, як і сірий, складається із основи – сталі та містить частину вуглецю у вигляді графіту, проте графітові включення у ковкому чавуні інші по формі (у вигляді плям, а не пластин). Властивості ковкого чавуну залежать від металевої основи і розміру включень графіту, чим менші включення графіту, тим міцніший ковкий чавун.
Ковкий чавун позначають буквами КЧ і двома числами, з яких перше вказує мінімальну границю міцності на розтяг, друге - мінімальне відносне видовження (%). Відомі такі марки ковкого чавуну: на феритній основі (3-10 % перліту ) КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, на перлітній основі (0-20 % фериту)КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3.
Ковкий чавун широко використовують у сільськогосподарському машинобудуванні, в автомобільній і тракторній промисловості, верстатобудуванні та в інших галузях промисловості.
Високоміцні чавуни. Підвищення міцності і пластичності чавунів досягають модифікуванням під час виплавляння, яке забезпечує одержання глобулярного (сфероїдального) графіту замість пластинчастого. Таку форму графіту одержують при введені присадок у рідкий чавун магнію або лігатури (20 % Mg + 80 % Nі).
Встановлені такі марки високоміцного чавуну у відливках: ВЧ35, ВЧ40, ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ100, ВЧ120. Число вказує мінімальну границю міцності на розрив або розтяг.
Міцність чавуну збільшується із збільшенням кількості перліту і дисперсності глобулів графіту.
Високоміцний чавун використовують замість сталі для відливання валів, зубчастих коліс, муфт, задніх мостів автомобілів, картерів та ін.
Урок№2
Компетенція №2
1. Внутрішня будова металів.
2. Основні властивості металів: фізичні, хімічні, механічні, технологічні.
3. Випробування матеріалів на твердість.
4. Чорні метали, кольорові метали і сплави.
Конспект:
- Метали — де хімічно прості речовини кристалічної будови, непрозорі, з металевим блиском, високою електро- і теплопровідністю, міцністю та пластичністю.
У техніці застосовують багато різних металів, котрі розподіляють на чорні і' кольорові. До перших належать залізо та його сплави, до других — решта металів та їх сплави.
- Внутрішня будова металів. Тверді тіла поділяються на кристалічні і аморфні.
Кристалічні тіла при нагріванні до певної температури залишаються твердими і переходять у рідкий стан при температурі плавлення.
Аморфні тіла при нагріванні пом'якшуються, стають в’язкими і такий стан утримується на великому інтервалі підвищення температури, а потім переходять у рідкий стан.
Усі метали та їх сплави мають кристатічну будову. Для визначення кристалічної структури використовують поняття кристалічні ґратки.
Кристалічні ґратки - це об’ємна сітка, у вузлах якої у певному геометричному порядку розміщуються атоми (іони, молекули) речовини.
- До фізичних властивостей металів належать: оптичні властивості, густина, плавкість, теплове розширення, тепло- і електропровідність, магнітні властивості тощо.
Густина металу визначається його масою в одиниці об’єму.
За густиною метали поділяють на легкі та важкі, її значення обов’язково враховують під час виготовлення різних виробів.
Плавкість – це здатність металу переходити із твердого стану в рідкий при відповідній температурі плавлення.
Теплове розширення – це властивість металу розширятися під час нагрівання.
Теплопровідність – це здатність металу передавати теплоту від більш нагрітих ділянок тіла до менш нагрітих.
- Хімічні властивості характеризують здатність металів чинити опір окисненню, розчинятися в хімічно активних середовищах (кислота, луги) і вступати у взаємодію з іншими речовинами. Чим активніше метал взаємодіє з іншими речовинами, тим швидше він руйнується. Хімічне руйнування металу під дією агресивного зовнішнього середовища називається корозією.
- До механічних властивостей металів належать твердість, міцність, пластичність, ударна в’язкість.
Твердістю називається здатність чинити опір проникненню в метал іншого твердого тіла.
Міцністю називається здатність матеріалів чинити опір дії зовнішніх руйнівних сил.
Ударна в’язкість це здатність металу чинити опір динамічному навантаженню.
- Технологічні властивості металів і сплавів характеризують їх здатність до обробки у холодному і гарячому станах. Під час технологічних випробувань метал підлягає деформації, якої він може зазнати в умовах експлуатації. У такий спосіб випробовують металічні листи, прокат, провід, труби тощо. Якщо зразок витримав випробування, то на ньому не повинно бути тріщин, надривів та інших руйнувань.
До основних технологічних властивостей належать: оброблюваність різанням, зварюваність, ковкість, ливарні властивості.
Оброблюваність різанням — одна із важливих технологічних властивостей, тому що більшість заготовок для виготовлення деталей машин підлягають механічній обробці.
Зварюваність — властивість матеріалу утворювати під час зварювання з’єднання, які мають необхідні властивості і надійність в експлуатаційних умовах.
Ковкість — властивість металу піддаватися обробці тиском без ознак руйнації. До обробки тиском належать: кування, прокатування, штампування в холодному і гарячому станах.
Ливарні властивості металів характеризують їх здатність утворювати зливки без тріщин, раковин та інших дефектів. Основні ливарні властивості — рідкотекучість, усадка, ліквація, газовбирання.
Рідкотекучість — здатність рідкого металу заповнювати щілиноподібні порожнини ливарної форми.
Усадка— зменшення об’єму та лінійних розмірів виливка в процесі його кристалізації та подальшого охолодження в твердому стані.
Ліквація — неоднорідність хімічного складу виливка, що виникає під час кристалізації металу і призводить до погіршення його якості.
Газовбирання – властивість металічних сплавів у рідкому стані (під час перегрівання) розчиняти з повітря кисень, азот і водень, які виділяються під час охолодження в ливарній формі й можуть утворювати у виливку газові раковини.
Твердість металу або сплаву дуже впливає на тривалість роботи
Деталей. Від твердості значною мірою залежить міцність деталі і стійкість поверхні її до спрацювання. На твердість випробовують усі відповідальні деталі. Для двигунів внутрішнього згоряння випробовують поршні, поршневі пальці, шатуни, шатунні болти, колінчасті вали, клапани та інші деталі.
На практиці найпоширенішими є такі методи визначення твердості металів: вдавлювання сталевої кульки (метод Брінелля); Вдавлювання алмазного конуса (метод Роквелла); Вдавлювання алмазної піраміди (метод Віккерса).
МЕТОД БРІНЕЛЛЯ.
Для випробування твердості металів за цим методом застосовують прилад типу ТШ (твердомір кульковий). До нього додаються загартовані кульки з легованої сталі таких діаметрів: 2,5; 5; 10 мм (табл.).
Таблиця Вибір діаметра кульки і навантажень залежно від товщини зразка
Будова і принцип дії Твердоміра ТШ-2. Твердомір приводиться в дію від електродвигуна 20 (рис. ) потужністю 0,27 кВт, частотою обертання 1400 хв_1. Для зменшення передатного відношення (1: 1600) вмонтовано двоступінчастий черв'ячний редуктор 19.
Механізм навантаження має два важелі 2 і 4, Сергу З, Комплект тягарів 8 На підвісці 7, Планку 6, Кривошип 12 З шатуном 11, Причіпний шатун 10, Закріплені у станині.
Загальна вага тягарів 8 Становить 600 Н, а через систему важелів з передатним числом 1 : 50 сила збільшується в 50 разів. Зміною набору тягарів можна забезпечити навантаження: 1875; 2500; 7500; 10 000 і 30 000 Н. Тягар вагою 625 Н, що є в комплекті, застосовують як компенсувальний: 625 + 1875 = 2500 Н. Отже, для вдавлювання кульки вагою менше ніж 1875 Η твердомір ТШ-2 не пристосований.
При повільному обертанні кривошипа 12 Ролик 9 Верхньої головки шатуна 11, Шарнірно з'єднаного з причіпним шатуном 10, Повільно піднімається вгору і опускається вниз. Під час опускання ролика 9 Важіль 4 Також опускається і кулька 26 Вдавлюється в зразок 25. Під час піднімання шатуна 11 З роликом 9 Відбувається розвантаження. Частота обертання кривошипа 12 Дуже мала — 0,875 хв-1, адже за рахунок редуктора зменшується передатне число (у 1600 разів) обертів електродвигуна (1400 хв1) Тоді одержимо 1400 : 1600 = 0,875.
Механізм зміни напрямку обертання двигуна (реверсування) працює за принципом зміни фаз (при зміні фаз у трифазному двигуні — напрямок обертання ротора зміниться на протилежний). Фази змінюються автоматично упорами 13 і 15, які почергово повертають рукоятку 14 мікроперемикача.
Тривалість витримки (10, 30 або 60 с) встановлюють на шкалі 17 механізму реверсування, повертаючи рухому чашку 16 гвинтом з ручкою 18 (разом з упором 15) відносно нерухомої шкали 17.
Електродвигун вмикають натисненням на кнопку 23, а зупиняється він автоматично (після дотику важеля 4 до мікровимикача 5).
Протягом усього періоду навантаження або витримування кульки під навантаженням горить контрольна лампочка 33.
Механізм піднімання предметного столика 24 складається з гвинта 22 і гайки-маховика 21. Кулька 26 вставлена у кулькотримач 28, закріплений гвинтом 29, і затиснена обмежником 27. На шпинделі 32 з втулкою ЗО розміщена пружина 31.
Тверді матеріали витримують під навантаженням 10 с, а м'які — 30 і 60 с.

Рис. Твердомір ТШ-2: А — загальний вигляд; Б— кінематична схема

За методом Брінелля випробовують незагартовані вироби (твердість яких не перевищує 450 НВ), оскільки при випробуванні матеріалів з більшою твердістю сталева кулька при вдавлюванні деформуватиметься і результати досліду будуть неправильними (неточними). Схему вдавлювання зображено на рис. .
Унаслідок вдавлювання на поверхні зразка утворюється заглибина — Відбиток Діаметром D, Мм (рис.).
Діаметр відбитка вимірюють бінокулярним мікроскопом МПБ-2 (рис.). Цей мікроскоп застосовують для вимірювання відбитків при випробуванні кульками діаметром 5 і 10 мм. Мікроскоп МПБ-2 вимірює відбиток з точністю до 0,05 мм (див. рис.), оптична система збільшує його в 24 рази. Для вимірювання відбитків, зроблених кулькою діаметром 2,5 мм, слід застосовувати мікроскоп з точністю вимірювання до 0,01 мм.
Твердість на приладі ТПІ-2 визначають у такій послідовності: користуючись табл., вибрати відповідний режим випробування — діаметр D навантаження Ρ Кульки і тривалість витримки T; Встановити відповідно до навантаження тягарі на підвіску; закріпити кулькотримач з відповідним діаметром кульки; покласти зразок на предметний столик, підвести його до зіткнення з кулькою і ввімкнути прилад; після зняття зразка виміряти мікроскопом МПБ-2 (або лупою зі шкалою поділок десятих міліметра); розрахувати число твердості за Брінеллем:
НВ = 
Де Ρ — навантаження при випробуванні, Н; D — діаметр кульки. мм; DCp — середнє значення діаметра відбитка, мм.
 Залежність між діаметром відбитка і числом твердості за Брінеллем (діаметри відбитка подано для кульки діаметром 10 мм) наведено в табл. 2.3.
Залежність між діаметром відбитка і числом твердості за Брінеллем (діаметри відбитка подано для кульки діаметром 10 мм) наведено в табл. 2.3.
Таблиця 2.3. Числа твердості за НВ
Для визначення числа твердості НВ при випробуванні кулькою діаметром 5 мм діаметр відбитка потрібно помножити на 2, а при випробуванні кулькою діаметром 2,5 мм — на 4, а потім знайти в табл. 2.3 відповідну твердість.
Метод Роквелла. Цей метод застосовують для визначення твердості загартованих сталей та інших матеріалів, які мають високу твердість >450 НВ.
Для визначення твердості за Роквеллом застосовують прилад типу ТК (твердомір конусний).
Будова і принцип дії твердоміра ТК-2. Механізм навантаження складається з важеля З (рис. 2.11), підвіски 2, яка разом з важелем створює навантаження трьох тягарів.
Механізм приводу складається з електродвигуна 16, редуктора 17, кулачків 19 та 20 і штока 21. Поворотом рукоятки 18 можна встановити ролик штока проти кулачка 19 або 20. Якщо рукоятку 18 встановити проти позначки «Н», швидкість вдавлювання буде нормальною — протягом 4 с, а якщо проти позначки «У», то вдавлювання здійснюватиметься прискорено — протягом 2 с. Кулачки 191 20 включаються в дію натисненням на клавішу 13 перед кожним вдавлюванням. Електродвигун 16 працює безперервно, а кулачки — періодично.
Під час обертання кулачка 20 Він через ролик піднімає вгору шток 21 І важіль 3 З підвіскою 2 Та тягарцями і. Далі під час обертання кулачка шток разом із важелем 3 І тягарцями 1 Опускається, а конус 8 Вдавлюється в зразок.
Механізм піднімання стола 10 Складається з гвинта 15 і Гайки І І, на стіл кладеться зразок 9.
Шкала 4 Дає показання твердості зразка. При обертанні барабана 12 За рахунок шнура 23 Повертають і виставляють «0» шкали приладу (навпроти великої стрілки). Шнур натягують за допомогою ролика 22.
Оправа з конусом 8 Кріпиться гвинтом 7 і зусилля передається на шпиндель 5, на якому є пружина 6.
Механізм приводу розміщений усередині станини 14.

Механізм приводу розміщений усередині станини 14.
За методом Роквелла твердість визначають вдавлюванням твердосплаву або наконечника з алмазним конусом із кутом при вершині 120° або зі сталевою кулькою діаметром 1,85 мм. Кулькою користуються при випробуванні м'яких сталей (до 220 НВ) при навантаженні 981 Η (100 кгс). Зразок кладуть на стіл 10 Приладу ТК-2 і обертанням гайки 11 З трьома ручками піднімають його до дотику з алмазним конусом або сталевою кулькою. Обертання гайки продовжують до утворення тиску на зразок 98 Η (10 кгс) — попереднє навантаження, що показує маленька стрілка на циферблаті індикатора 4 (шкала твердості), тобто маленька стрілка має зупинитися навпроти точки (вертикально). При цьому велика стрілка має стати майже вертикально. Обертаючи барабан 12, Встановити «0» шкали навпроти кінця великої стрілки. Циферблат має дві шкали: червону «В» — для випробування кулькою і чорну «С» і «А» — для випробування відповідно твердосплавом і алмазним конусом. Шкалою «В» користуються при вимірюванні твердості м'яких металів з твердістю 60...230 НВ (незагартовані сталі, кольорові метали та їхні сплави); шкалою «С» при вимірюванні 230...700 НВ (загартованих сталей) і шкалою «А» — з твердістю понад 700 НВ (після хіміко-термічної обробки і твердих сплавів).
Ввімкнути електродвигун, повернувши ручку тумблера вгору. Після цього вимкнути механізм навантаження плавним коротким натисканням на клавішу 13. Простежити за відхиленням великої стрілки, а після її зупинення прочитати число твердості на відповідній шкалі.
Позначення твердості записують так: 35 HRB — випробування кулькою; 42 HRC — випробування конусом із твердого сплаву; 84 HRA — випробування алмазним конусом.
На твердість за Роквеллом випробовують шийки колінчастих валів, поршневі пальці, інструменти, тверді сплави (на різцях) та інші деталі.
Метод Віккерса застосовують для визначення твердості твердих металів і сплавів, а також надто малих деталей і тонких поверхневих шарів після цементації, азотування, ціанування тощо.
 Метод Віккерса полягає в тому, що алмазний наконечник, який має форму правильної чотиригранної піраміди, вдавлюють у зразок (деталь) під дією навантаження F (JP). Потім вимірюють діагональ відбитка d, який залишається після зняття навантаження (рис. 2.12). Навантаження F (Р) може змінюватися від 9,8 (1) до 980 Н.
Метод Віккерса полягає в тому, що алмазний наконечник, який має форму правильної чотиригранної піраміди, вдавлюють у зразок (деталь) під дією навантаження F (JP). Потім вимірюють діагональ відбитка d, який залишається після зняття навантаження (рис. 2.12). Навантаження F (Р) може змінюватися від 9,8 (1) до 980 Н.
Твердість за Віккерсом, якщо F виражається в ньютонах (Н),
HV = 0,189![]() ;
;
Якщо F виражається в кілограм-силах (кгс), то
HV = 1,854![]() .
.
Число твердості за Віккерсом (HV) визначають за спеціальними таблицями, в яких наведено значення діагоналі d відбитка, визначене в міліметрах.
Метали, які застосовують у машинобудуванні, поділяють на чорні і кольорові.
Чорні метали Мають темно-сірий колір, велику густину, високу температуру плавлення, відносно високу твердість. До чорних металів належить залізо і його сплави.
Кольорові метали Мають відтінки кольорів — червоного, жовтого, білого. Кольорові метали поділяють на важкі (мідь, цинк, свинець, олово та ін.) і легкі (магній, алюміній, титан).
Для виготовлення деталей машин застосовують переважно металеві сплави, бо чисті метали не завжди відповідають умовам роботи деталей, тому деталі виготовляють в основному із чорних сплавів.
Чорні сплави — це з'єднання заліза з вуглецем. Залежно від кількості вмісту вуглецю чорні сплави поділяють на сталі і чавуни.
Сталями Називають сплав заліза з вуглецем, в якому вміст вуглецю не перевищує 2,14 %.
Чавунами називають сплав заліза з вуглецем, в якому вміст вуглецю становить від 2,14 до 6,67 %.
Урок №1
Компетенція №1
Вступ. Історія обробки металів
Конспект: .1 Перші метали в житті людини
Метали відносяться до числа найбільш поширених матеріалів, які людина використовує для забезпечення своїх життєвих потреб. На протязі багатьох років людина оточувала себе металевими предметами домашнього вжитку, зброєю і прикрасами. Тому історію освоєння металів слід розглядати на фоні історичного розвитку людства.
Метали з’явились в людини не зразу, не в результаті якогось революційного стрибка, вони з’явились поступово на протязі перехідного періоду між кам’яним віком і віком металів.
В палеоліті, початок якого відділений на сотні тисяч років від нас, людина не знала металу, їй тільки траплялися шматки металу (самородки), які вона використовувала, в основному, як прикраси. Людина помітила, що на відміну від крихкого каміння, такі шматки піддаються куванню. Але про техніку обробки металів не було ще й мови. Тому можна зробити висновок: людині спочатку стало відомо золото, потім срібло, бронза і, нарешті, залізо. Правда, з золота неможливо зробити зброю, але знайомство з ним принесло людям досвід роботи з металом. Прикладом цього може бути гробниця фараона Тутанхамона, який помер в 1350 році до нашої ери. Вага лише одного саркофагу становила близько 110,4 кг золота. Важко собі уявити, що б знайшли сучасні археологи в гробницях великих фараонів, якщо б їх не пограбували.
В той час золото плавили в горнах, і майстер виливав розплавлене золото із тигля в форму, яка стояла на землі. Подача повітря до горнів виконувалася за допомогою трубок і легенів людини. Для кування металу застосовувалося каміння.
Після золота людина зустрілась з міддю, яка також знаходиться в природі у вигляді самородків. Тому зараз вчені вважають, що перед бронзовим віком йшов кам’яно-мідний. З міді виготовляли наконечники для стріл і списів. Люди відкрили, що зміцнену холодним куванням мідь знову можна зробити м’якою, якщо нагріти її на вогні. Потім люди навчились плавити мідь і виливати її в форми так, як і золото. Мідна сокира, яка була вилита у відкриту форму, була знайдена близько 4000 років до нашої ери, мідний котел, діаметром 0,5 м був знайдений в гробниці фараона Перибсена (2695–2665 рік до нашої ери). З’явилися постійні форми, в які можна багато разів розливати метал. Люди навчились паяти мідь срібним дротом.
При всіх своїх перевагах, мідь мала великий недолік: мідна зброя і інструменти, наприклад ножі, швидко затуплювалися. Навіть в холоднозміцненому стані міцність, зносостійкість та інші властивості міді були настільки високі, що вони могли повністю замінити кам’яні. Вирішальний крок в цьому напрямку дозволив зробити сплав міді – бронза.
1.2 Бронзовий вік
Якщо до міді добавити олово, то отримаємо сплав, який називається олов’яниста бронза. Крім неї існують і інші бронзи: свинцевиста бронза, миш’яковиста бронза, сурмиста бронза і т. ін.
Головна перевага бронзи в порівнянні з міддю полягає в кращих її ливарних властивостях, більшій твердості і міцності, а також в більшій міцності в результаті холодної деформації.
Датський знавець древньої історії Христіан Юргенс Томсон (1788–1865 рр.), основоположник Національного музею в Копенгагені, систематизував всі археологічні знахідки в хронологічному порядку і прийшов до звичного для нас ділення старовинної історії на три періоди: кам’яний вік, бронзовий вік і залізний вік.
Бронзовий вік, його металургія і металообробка зародилися в перших великих культурних центрах – в долинах річок Тигр, Євфрат і Ніл. В той час бронзу плавили в тиглях, які нагрівали деревним вугіллям. Необхідну температуру підтримувало роздування вогнища міхами, які замінили скляні трубки. Виготовлення бронзових дверей храмів, прикрас, зброї і предметів вжитку говорять про набуті певні знання і навички металургів. Великий попит на бронзу стимулював розвиток гірничого ремесла, а також торгівлі.
1.3 Залізний вік
Можна передбачити, що перше залізо людина отримала з космосу, у вигляді метеоритів. Саме таке залізо знайдено в Єгипті, відноситься воно до IV тисячоліття до нашої ери і представляє собою намисто з прокованих смуг метеоритного заліза. Метеоритний метал легко відрізнити від заліза земного походження, тому що він має 8…10% нікелю. Метеоритне залізо обробляли так як і мідь (при холодному куванні воно набуває необхідну форму і одночасно підвищує свою міцність і твердість). Для повернення металу міцності його необхідно відпалити у вогні.
В ті часи залізо було оточене ореолом таємності, його називали "небесною міддю". Єгиптяни завжди зображали залізні предмети синім кольором неба. Це збереглося навіть і тоді, коли залізо почали отримувати із руд (воно почало мати земне походження).
Навіть в наші дні можна знайти ножі і наконечники, які зроблені із метеоритного заліза. Американський полярний дослідник Роберт Едвін Пірі (1856–1970) в звіті про експедицію в Гренландію писав про зустріч з ескімосом, який привів його до великого метеориту, поблизу мису Йорк. Метеорит сторіччями слугував ескімосам джерелом матеріалу для виготовлення зброї і інструментів. Вони просто відбивали від нього куски і без всякого нагрівання надавали йому необхідної форми куванням. Залізний метеорит важив біля 37 тон.
В II тисячолітті до нашої ери залізо було в 15–20 разів дорожчим за мідь. Поступово ціна на нього падала. Залізо не витіснило бронзу. Один із ассірійських царів, який жив три тисячі років тому, славився своїми залізними скарбами, які були для нього дорожчими золота.
Спочатку цей метал представляв собою ковке залізо, чи дуже м’яку сталь (сталь – залізо з малою кількістю вуглецю). Ковке залізо отримували в сиродувних горнах (рис. 1.1).

Рис. 1.1 Сиродувний горн
З технологією сиродувного процесу можна ознайомитися по описах і гравюрах, які дійшли до нашого часу. В робочий простір горну шарами завантажували деревне вугілля і подрібнену руду. Через повітряний канал 3 подавалося повітря для підтримання горіння. Сам сиродувний горн представляв собою яму, над якою виготовлялася куполоподібна шахта 1, кожух якої був із вогнетривкої глини і закріплювався дерев’яними жердинами 2. Дно сиродувного горна викладалося камінням 4. Крицю діставали з печі через пролом в стінці шахти.
Приблизно 1500 років до нашої ери багато заліза з’явилося у легендарного народу халібрів, які жили в Закавказзі і виплавляли його з руд. Це дало велику перевагу перед міддю, тому що руда з вмістом заліза зустрічається значно частіше.
Грецькі архітектори при будівництві великих будівель застосовували залізні дюбелі. Гермоген із Приона (біля 200 р до нашої ери), один із прославлених зодчих еллінської епохи, побудував храм Артеміди в місті Магнезія, який по розмірах і величі поступався тільки дідонському і ефеському храмам. Барабани колон храму, зроблені з білого мармуру, скріплені потужними залізними дюбелями довжиною 130 мм, шириною 90 мм і товщиною 15 мм. Як показало металографічне дослідження, дюбелі складаються із неоднорідного залізного матеріалу: одна із ділянок – сталь (має високий вміст вуглецю, що дозволяє її загартовувати), а друга – м’яке залізо високої чистоти. Міцність дюбеля складає в середньому 38 кг/мм2, тоді як у сучасної конструкційної сталі – 38.
В центральній Європі ранній залізний вік приходиться приблизно на 1000 – 450 роки до нашої ери. Цю епоху називають гальштатською – за назвою міста в Австрії, в околицях якого археологи знайшли багато залізних предметів того періоду. Поряд з залізними інструментами тоді широко застосовувались і бронзові. З заліза спочатку робили тільки зброю, а потім стали виготовляти робочі інструменти та інші знаряддя праці. Тому залізо лише в незначній мірі сприяло розвитку виробничих сил. Але по мірі поширення цей новий металічний матеріал все більше впливав на характер виробництва. Бронза також широко застосовувалася в багатьох галузях, в першу чергу для виготовлення прикрас. Вона має ту перевагу, що її можна без особливих затрат розплавляти і заливати в форму. З залізом, в якого температура плавлення значно вища, в ті часи так працювати не вміли.
В наступний період – пізній залізний вік – стало з’являтися все більше залізних предметів. Великий вклад в розповсюдження заліза внесли кельти. Європейський пізній залізний вік названий латенсною культурою (по місцевості в Швейцарії, де в основному були знайдені сліди кельтської культури).
Вже в гальштатський період виникли зв’язки між нащадками кельтів і грецькими містами-державами. Пізніше ці зв’язки і торгові відносини широко розвивалися. Всюди залишала сліди передова, для тих часів, кельтська технологія добування і переробка заліза. Велике переселення кельтів почалося на, рубежі V сторіччя до нашої ери. Кельтські племена населяли східну Галію, західну і середню Германію, Англію і Шотландію на півночі, сучасну Польщу на сході. Вони досягли Балкан і Піренейського (тоді Іберійського) півострова. Кельти освоїли обробку заліза і ковалі в германських сагах мали своїм праобразом кельтських ковалів. Кельтську назву заліза "ізарнон" перейняли всі германські племена (сьогодні по-німецькі це звучить "айзен", а англійською – "айрон"). Іберійські кельти (кельтибери) прославилися свою сталлю. Щоб отримати особливо хорошу сталь, вони закопували залізні смуги в землю, для того щоб ті частково ржавіли, а потім метал, який залишився, проковували. Звичайне залізо в той час було неоднорідне: воно складалося з м’якого заліза і сталі. Іржа руйнувала, в першу чергу, м’яке залізо, так що описаний метод кельтиберських ковалів дозволяв отримати більш однорідну і тверду сталь.
Способи одержання більш твердих сортів сталі ковалі тримали під великим секретом. А секрет був перш за все в підвищенні вмісту вуглецю. Така сталь отримувала властивість до загартування.
Існує старовинна древньо-германська сага. Коваль Вілану своєму конкуренту запропонував підступні умови: нехай він виготовить шолом і кольчугу, а він меч, тоді буде відомо, чия робота краща. Вони взялися за роботу. Вілану розділив залізо на малі шматки і підмішав в корм гусям метал, який пройшовши шлунок птиці став міцнішим, тому що шлунковий сік краще діє на м’яку сталь. Також метал з’єднався з азотом, а азотована сталь більш твердіша. Шматочки заліза після гусячого перетравлення краще підходять для виготовлення мечей. Повторивши ще раз цю операцію Вілану викував меч. В день змагання Вілану встав перед своїм суперником, поклав меч на його голову і без особливих зусиль перерізав шолом, голову, кольчугу і тіло.
1.4 Освоєння інших металів
Поряд із золотом, сріблом, міддю, оловом і залізом люди знали свинець, ртуть, сурму і платину.
Індійці Америки давно були знайомі з платиною. М’який і відносно легкодоступний свинець використовувався для різних цілей. Відомо, що з гнутих свинцевих листів виготовляли труби, чеканили монети, медалі і печатки, виготовляли грузила для рибної ловлі. Римляни називали свинець і олово одним словом, "плюмбум". Тільки добавляли "плюмбум" білий і чорний.
Набагато менше відома сурма – сріблясто білий, дуже крихкий метал. У Вавилоні з нього виготовляли посуд. Також сурма служила як легуючий елемент при виплавленні сурмистих бронз.
Ртуть римляни називали "аргентум вів ум" – живе срібло. Перша письмова згадка про неї належить Аристотелю і відноситься приблизно до 350 року до нашої ери. Ртуть застосовували для позолочення. Золото легко розчиняється в ртуті і утворює сплав – золоту амальгаму, яку наносили на виріб, який оброблювали. Потім його нагрівали, ртуть випаровувалася, а на виробі залишався шар золота. В наш час від цього відмовилися, тому що пари ртуті дуже шкідливі для здоров’я. Подібний процес був покладений в основу розробленого в XVI столітті способу отримання різних металів (амальзанірування): подрібнену руду обробляли ртуттю, в якій метали розчинялися, потім ртуть випаровувалася, а метали залишалися в твердому стані.
У період розпаду Римської імперії почався перехід до феодалізму, люди вже мали великі знання в області металургії. Знали добуток і переробку золота, срібла, міді, заліза, олова, свинцю, ртуті і сурми. Почали застосовувати сурмисті і миш’яковисті бронзи. З’явилися мідні сплави (латунь). Якщо мідь легувати цинком, то вона буде нагадувати золото. Мідь сплавляли з цинковою рудою і чеканили латунні монети.
Немає коментарів:
Дописати коментар